Hva produseres i et oljeraffineri. Hvordan det er gjort, hvordan det fungerer, hvordan det fungerer
Et raffineri er en industribedrift som raffinerer olje.
Oljeraffineri - en industribedrift for prosessering av olje og oljeprodukter
Utvid innholdet
Skjul innhold
Et oljeraffineri (Oil Refinery) er definisjonen
Et oljeraffineri er industribedrift
Et oljeraffineri er industribedrift, hvis hovedfunksjon er prosessering av olje til bensin, flyparafin, fyringsolje, diesel, smøreoljer, smøremidler, bitumen, petroleumskoks, petrokjemiske råvarer. Produksjonssyklusen til et raffineri består vanligvis av tilberedning av råvarer, primær destillasjon av olje og sekundær prosessering av oljefraksjoner: katalytisk cracking, katalytisk reformering, forkoksing, visbreaking, hydrocracking, hydrobehandling og blanding av komponenter i ferdige petroleumsprodukter.
Hovedtypene raffineriprodukter i dag er bensin, diesel, parafin, fyringsolje.
Oljeraffinerier (raffinerier) er et sett med oljebehandlingsenheter, samt hjelpe- og vedlikeholdstjenester som sikrer normal drift av virksomheten og produksjon av petroleumsprodukter. Raffineriene produserer petroleumsprodukter og råvarer til petrokjemi, og de siste årene også forbruksvarer. Hovedkarakteristikkene til raffineriet er: raffineringskapasitet, produktutvalg og raffineringsdybde.
Prosessorkraft. Moderne oljeraffinerier er preget av høy kapasitet for både bedriften som helhet (beregnet i millioner tonn per år) og teknologiske prosesser. Kapasiteten til et raffineri avhenger av mange faktorer, først og fremst av behovet for petroleumsprodukter i det økonomiske området for forbruket deres, tilgjengeligheten av råvarer og energiressurser, avstanden til transport og nærheten til nærliggende lignende virksomheter. Sammen med anlegg som behandler 5-15 millioner tonn olje per år, er det gigantiske anlegg som behandler 20-25 millioner tonn per år, og små anlegg som behandler 3-5 millioner tonn per år.
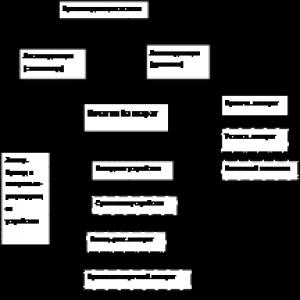
Sortiment av produserte petroleumsprodukter. Utvalget av produserte petroleumsprodukter inkluderer som regel rundt hundre varer. I samsvar med produktene som produseres, er raffinerier vanligvis klassifisert i følgende grupper: drivstoff-profilraffinerier, fyringsoljeraffinerier, brensel-petrokjemiske raffinerier (petrokjemiske anlegg), brensel-olje-petrokjemiske raffinerier. Raffinerier av drivstoffprofilen er de mest utbredte, siden motordrivstoff står for den største prosentandelen av forbruket. Kompleks prosessering av petroleumsråstoff (det vil si brensel-olje-petrokjemisk) er mer effektiv enn høyt spesialisert prosessering, for eksempel rent drivstoff.
Kjennetegn ved oljeraffinerier
Oljeraffinerier er preget av varianten av oljeraffinering og dens dybde. På raffineriets designstadium bestemmer den andre gruppen av indikatorer valget av visse teknologier for å oppnå de tilsvarende salgbare produktene. Oljeraffineringsalternativer: drivstoff, brenselolje og drivstoff-petrokjemisk. Dybde av oljeraffinering - utbyttet av petroleumsprodukter per olje , i vekt-% minus olje og gass.


Raffineriprofiler
I dag viskes grensene mellom profiler ut, virksomheter blir mer universelle. For eksempel gjør tilgjengeligheten av katalytisk cracking ved raffinerier det mulig å etablere produksjon av polypropylen fra propylen, som oppnås i betydelige mengder under cracking som et biprodukt.
I den russiske oljeraffineringsindustrien skilles tre profiler av oljeraffinerier ut, avhengig av oljeraffineringsordningen: drivstoff, fyringsolje, drivstoff-petrokjemisk.


Drivstoffprofilraffineri
Drivstoffprofilraffinerier hovedprodukter er ulike typer drivstoff og karbonmaterialer: motordrivstoff, fyringsolje, brennbare gasser, bitumen, petroleumskoks, etc.
Settet med installasjoner inkluderer: nødvendigvis - oljedestillasjon, reformering, hydrobehandling; i tillegg - vakuumdestillasjon, katalytisk krakking, isomerisering, hydrokrakking, forkoksing, etc.
Eksempler på raffinerier: Moskva-raffineriet, Achinsk-raffineriet, etc.

Settet med installasjoner inkluderer: nødvendigvis - oljedestillasjon, reformering, hydrobehandling; i tillegg - vakuumdestillasjon, katalytisk cracking, isomerisering, hydrocracking, forkoksing, etc. Ved raffineriet av drivstoffprofilen er hovedproduktene forskjellige typer drivstoff og karbonmaterialer: motordrivstoff, fyringsolje, brennbare gasser, bitumen, petroleumskoks, etc. Avsaltet olje fra ELOU leveres til Atmospheric Vacuum Destillation Unit, som ved russiske raffinerier forkortes AVT - Atmospheric Vacuum Tubular. Dette navnet skyldes det faktum at oppvarming av råvarer før de separeres i fraksjoner utføres i spolene til rørovner på grunn av varmen fra brennstoffforbrenning og varmen fra røykgasser.
AVT er delt inn i to blokker - atmosfærisk og vakuumdestillasjon.
1. Atmosfærisk destillasjon
Atmosfærisk destillasjon er beregnet på valg av lette oljefraksjoner - bensin, parafin og diesel, kokende opp til 360 ° C, hvis potensielle utbytte er 45-60% for olje. Resten av den atmosfæriske destillasjonen er fyringsolje.

Prosessen består i å separere oljen som er oppvarmet i ovnen i separate fraksjoner i en destillasjonskolonne - et sylindrisk vertikalt apparat, inne i hvilket kontaktenheter (plater) er plassert, gjennom hvilke dampen beveger seg opp og væsken beveger seg ned. Destillasjonskolonner av forskjellige størrelser og konfigurasjoner brukes i nesten alle oljeraffineringsanlegg, antall plater i dem varierer fra 20 til 60. Varme tilføres til den nedre delen av kolonnen og varme fjernes fra den øvre delen av kolonnen, og derfor synker temperaturen i apparatet gradvis fra bunnen til toppen. Som et resultat fjernes bensinfraksjonen fra toppen av kolonnen i form av damper, og dampene fra parafin- og dieselfraksjonene kondenserer i de tilsvarende delene av kolonnen og fjernes, brennoljen forblir flytende og pumpes ut fra bunnen av kolonnen.
2. Vakuumdestillasjon
Vakuumdestillasjon er designet for å utvinne oljedestillater fra fyringsolje ved brennoljeprofilraffinerier, eller en bred oljefraksjon (vakuumgassolje) ved drivstoffprofilraffinerier. Resten av vakuumdestillasjonen er tjære.

Behovet for å velge oljefraksjoner under vakuum skyldes det faktum at ved temperaturer over 380°C begynner termisk dekomponering av hydrokarboner (cracking), og slutten av vakuumgassoljekokingen er 520°C eller mer. Derfor utføres destillasjonen ved et resttrykk på 40-60 mm Hg. Art., som lar deg redusere den maksimale temperaturen i apparatet til 360-380 ° C. Vakuumet i kolonnen skapes ved hjelp av passende utstyr, nøkkelenhetene er damp- eller væskeejektorer.
3. Stabilisering og sekundær destillasjon av bensin

Bensinfraksjonen som oppnås ved den atmosfæriske enheten inneholder gasser (hovedsakelig propan og butan) i et volum som overstiger kvalitetskravene, og kan ikke brukes verken som en komponent i motorbensin eller som kommersiell straight-run bensin. I tillegg bruker raffineriprosesser som tar sikte på å øke oktantallet i bensin og produksjon av aromatiske hydrokarboner smale bensinfraksjoner som råmateriale. Dette er grunnen til inkluderingen av denne prosessen i den teknologiske ordningen for oljeraffinering, der flytende gasser destilleres av fra bensinfraksjonen, og den destilleres til 2-5 smale fraksjoner i passende antall kolonner. kalde råvarer , på grunn av hvilken prosess drivstoff spares, i vann- og luftkjølere og fjernes fra produksjonen. En lignende varmevekslingsordning brukes ved andre raffinerienheter Moderne primærbehandlingsenheter kombineres ofte og kan inkludere de ovennevnte prosessene i ulike konfigurasjoner. Kapasiteten til slike installasjoner er fra 3 til 6 millioner tonn råolje per år.Det bygges flere primærprosesseringsenheter ved anleggene for å unngå fullstendig stans av anlegget når en av enhetene tas ut for reparasjon.

Drivstoff- og oljeprofilraffineri
Ved raffineriet av drivstoff- og oljeprofilen, i tillegg til ulike typer drivstoff og karbonmaterialer, produseres smøremidler: petroleumsoljer, smøremidler, faste parafiner, etc.
Settet med installasjoner inkluderer: installasjoner for produksjon av drivstoff og installasjoner for produksjon av oljer og smøremidler.
Eksempler: Omsk oljeraffineri, Yaroslavnefteorgsintez, Lukoil-Nizhegorodnefteorgsintez, etc.
Volgograd-, Ryazan- og Ferghana-raffineriene opererer i henhold til strømningsskjemaet (oljeversjon). Forskjellen fra drivstoffalternativet er at det ikke er noen termisk krakkingsprosess for tjære, og fyringsolje sendes til oljeblokken, hvor den fjernes fra den i løpet av påfølgende prosesser (i tilfelle av destillater: vakuumdestillasjon, selektiv rensing , avvoksing, hydrobehandling (når det gjelder resten, innledes den selektive renseprosessen av deasfaltering )) mottar destillat og gjenværende baseoljer, samt parafin og ceresin (under avoljen).

Drivstoff og petrokjemisk profil av raffineriet
Ved drivstoff- og petrokjemiske raffineriet, i tillegg til ulike typer drivstoff og karbonmaterialer, produseres petrokjemiske produkter: polymerer, reagenser, etc.
Settet med installasjoner inkluderer: installasjoner for produksjon av drivstoff og installasjoner for produksjon av petrokjemiske produkter (pyrolyse, produksjon av polyetylen, polypropylen, polystyren, reformering rettet mot produksjon av individuelle aromatiske hydrokarboner, etc.).
Eksempler: Salavatnefteorgsintez; Ufaneftekhim.

Petrokjemisk eller kompleks oljeraffinering gir, sammen med drivstoff og oljer, produksjon av råmaterialer for petrokjemi: aromatiske hydrokarboner, parafiner, råmaterialer for pyrolyse, etc., samt produksjon av petrokjemiske synteseprodukter. Nizhnekamsknefteorgsintez, Salavatnefteorgsintez, Or Angarskaya NHC, Yaroslavnefteorgsintez. En funksjon ved dette alternativet for oljeraffinering er at det ikke er noen termisk krakkingsprosess (sammenlignet med drivstoffalternativet), men det er en pyrolyseprosess. Råvarene for denne prosessen er bensin og diesel. Umettede hydrokarboner oppnås: alkener og alkadiener (etylen, propylen, isobutylen, butener, isoamylen, amylen, cyklopentadien), som deretter utsettes for ekstraksjon og dehydrogenering (målprodukter er divinyl og isopren), samt aromatiske hydrokarboner (benzen, toluen). etylbenzen, xylener).
Klargjøring av råstoff for den katalytiske krakkingsprosessen ved raffineriet
Formålet med å tilberede råstoff for den katalytiske krakkingsprosessen er å fjerne heteroatomiske forbindelser, primært svovel og nitrogen, og å øke innholdet av parafin-nafteniske hydrokarboner. Oppgradering av råvarer gjør det mulig å øke råvaregrunnlaget i prosessen og gi et økt utbytte av bensin med lavt svovelinnhold med et minimumsutbytte av koks.
De mest økonomiske prosessene er hydrobehandling og hydrokonvertering av vakuumgassolje. Hydrobehandlingen av vakuumgassolje gjør det mulig å redusere bare innholdet av heteroatomiske forbindelser i den. Derfor brukes denne prosessen for lette gassoljer som koker i området 360-500°C og inneholder ca. 50 % parafin-nafteniske hydrokarboner. Ved hydrokonvertering brukes to typer katalysatorer, som for det første gjør det mulig å fjerne svovel- og nitrogenforbindelser fra råvarer med et kokepunkt opp til 600°C og for det andre å utføre hydrogenering av aromatiske hydrokarboner. Resultatet er en hydrobehandlet vakuumgassolje (HVGO) med et svovelinnhold på ikke mer enn 0,2 vekt%. og et høyt innhold av parafin-nafteniske hydrokarboner (60-70%), hvis katalytiske krakking gir et høyt utbytte av bensin og et minimumsutbytte av koks.
Ved store raffinerier med en oljekapasitet på mer enn 12 millioner tonn / år, prosessene med tjæreasfaltering med propan eller lett bensin, termisk adsorpsjonsdeasfaltering av fyringsolje og hydrokonvertering av fyringsolje i et trefasesystem (katalysator - fyringsolje - hydrogen) brukes også til å fremstille råmateriale for katalytisk krakking. For raffinerier med en kapasitet på under 12 millioner tonn/år er disse prosessene ulønnsomme.
produkter for katalytisk cracking. Følgende produkter dannes i prosessen med katalytisk cracking (tabell 3.4): tørrgass, propanpropylen- og butanbutylenfraksjoner, stabil bensin, lett gassolje og bunnprodukt (tung gassolje).

Lette og tunge gassoljer produseres i hovedfraksjonatoren. De resterende produktene isoleres i gassfraksjoneringsseksjonen med påfølgende rensing fra svovelforbindelser, for eksempel i Merox-seksjonene. Utdataene og kvalitetsindikatorene for de oppnådde produktene er gitt i tabellene.

Hydrokarbongasser fra katalytisk cracking inneholder minst 75-80% fettgasser - fra propan og propylen til pentan og amylen. I tillegg inneholder de 25-40 % isomere (forgrenede) hydrokarboner. Derfor er de et verdifullt råstoff for en rekke petrokjemiske synteseprosesser Tørr gass etter separasjon og rensing fra hydrogensulfid med monoetanolamin (MEA) ved gassfraksjoneringsseksjonen sendes til raffineriets drivstoffnett Fjerning av merkaptaner fra bensin, propan propylen- og butanbutylenfraksjoner forekommer i seksjonene 4000 og 5000 i nærvær av en katalysator, alkali og oksygen ved 40-50°C. Som et resultat av reaksjonen: sterk etsende aktivitet, blir de til disulfider - nesten nøytrale forbindelser. Som det fremgår av reaksjonen, endres ikke det totale svovelinnholdet i produktene.
Propan-propylen-fraksjonen kan brukes til å produsere polypropylen og isopropylalkohol, men produksjonen av diisopropyleter (DIPE) basert på den, en høyoktanholdig oksygenholdig komponent for motorbensiner, er mer attraktiv for Mozyr Oil Refinery. Butan-butylen-fraksjonen vil også bli brukt til å produsere en verdifull høyoktankomponent av bensin - alkylat. Det er et produkt av en isobutanalkyleringsenhet med butylener. I tillegg kan butan-butylen-fraksjonen sendes til syntese av metyl tertiær butyleter (MTBE), polymermaterialer og butylalkoholer Bensin er målproduktet for MSCC-prosessen og brukes som en komponent for fremstilling av alle merker av kommersiell bensin. Den har (tabell 3.6) en ganske høy tetthet - fra 742 til 745 kg / m3 og et oktantall - fra 92 til 94 poeng (i henhold til forskningsmetoden). Sistnevnte skyldes det betydelige innholdet av alkener (10-18 vekt%) og arener (20-30 vekt%). I tillegg er alkanene, alkenene og arene som inngår i sammensetningen minst 65 % sammensatt av isomere hydrokarboner med høye oktantall. Katalytisk krakkingsbensin skiller seg således betydelig i kjemisk sammensetning fra lignende produkter fra andre oljeraffineringsprosesser. Karakteristikken til stabil bensin er gitt i tabell 3.6.

Lett gassolje og bunnprodukt, hvis utbytte og kvaliteter er vist i tabell 3.7, brukes vanligvis som komponenter i kjelebrensel. De er 50-80 vekt%. sammensatt av aromatiske hydrokarboner.

Det lave cetantallet til lett gassolje utelukker generelt bruken som en dieselkomponent. Om nødvendig kan imidlertid katalytisk cracking utføres i en mild modus (reduserte temperaturer og frekvensen av katalysatorsirkulasjon i reaktoren). I dette tilfellet øker cetantallet for lett gassolje og når 30-35 poeng.
Bunnproduktet (tung gassolje, sprekkerester) koker bort ved temperaturer over 350°C. Det høye innholdet av polysykliske aromatiske hydrokarboner i den og i lett gassolje kan gjøre dem til en kilde for å oppnå individuelle faste arener (naftalen og fenantren), samt råvarer for produksjon av sot (sot). For å gjøre dette blir fraksjonen 280-420°C, isolert fra gassoljer fra katalytisk cracking, utsatt for selektiv rensing, etterfulgt av produksjon av dearomatisert raffinat og aromatisk konsentrat. Sistnevnte er råstoffet for produksjon av carbon black.
Hydrogensulfidet produsert ved MSCC-komplekset sendes til enheten for produksjon av elementært svovel i en løsning av mettet monoetanolamin (MEA). Utgangen av hydrogensulfid er 40-50 % av svovelinnholdet i råvaren.
I prosessen med katalytisk krakking av hydrokarbonråmaterialer dannes et biprodukt - koks, som brennes i regeneratoren i en luftstrøm, og blir til røykgasser. Utbyttet av koks avhenger av parametrene til det teknologiske regimet og kvaliteten på råvarene og er 4,1-4,6 % vekt. på råvarer.

Oljedestillasjon ved et oljeraffineri
Etter fjerning av salter og vann tilføres olje tilberedt ved ELOU til primære destillasjonsenheter for separering i destillatfraksjoner, fyringsolje og tjære. De oppnådde fraksjonene og resten oppfyller som regel ikke kravene til GOST for kommersiell n/a, derfor, for å forbedre dem, samt for å utdype oljeraffinering, brukes produktene oppnådd ved AT- og AVT-enheter som råvarer materialer for sekundære (destruktive) prosesser.
Teknologien for primær destillasjon av olje har en rekke grunnleggende funksjoner på grunn av arten av råvarene og kravene til de resulterende produktene. Olje som råmateriale for destillasjon har følgende egenskaper:
Har en kontinuerlig flyt
Den lave termiske stabiliteten til tunge fraksjoner og rester som inneholder en betydelig mengde komplekse lavflyktige harpiks-asfalten og svovel-, nitrogen- og organometalliske forbindelser, som kraftig forverrer de operasjonelle egenskapene til n/a og hindrer deres påfølgende behandling. Siden temperaturen på den termiske stabiliteten til tunge fraksjoner tilnærmet tilsvarer temperaturgrensen for oljeseparasjon mellom diesel og fyringsolje i henhold til ITC-kurven, utføres den primære destillasjonen av olje til fyringsolje vanligvis ved atmosfærisk trykk, og destillasjonen. fyringsolje i vakuum. Også dette valget skyldes ikke bare den termiske stabiliteten til tungoljefraksjoner, men også de tekniske og økonomiske indikatorene for separasjonsprosessen som helhet. I noen tilfeller bestemmes temperaturgrensen for oljedeling av kravene til kvaliteten på resten; omtrent halvparten av dieselfraksjonen tas med fyringsolje for å produsere kjelebrensel.
I de senere årene, for å utvide ressursene til diesel, samt råstoffet til katalytisk cracking - den viktigste og mest beherskede prosessen som utdyper oljeraffinering - ved AT- og AVT-enhetene, har et stadig dypere utvalg av dieselfraksjonen og vakuum gassolje, henholdsvis, og for å oppnå kjele drivstoff med en gitt viskositet, visbreaking prosess av tunge vakuum destillasjon rester. Dermed avhenger spørsmålet om å underbygge og velge temperaturgrensen for oljedeling av alternativene for teknologiske ordninger for prosessering av fyringsolje og alternativer for oljebehandling generelt. Vanligvis utføres destillasjonen av olje og fyringsolje ved henholdsvis atmosfærisk trykk og i vakuum ved maksimal (uten cracking) temperatur for oppvarming av råmaterialet med dampstripping av lette fraksjoner. Den komplekse sammensetningen av destillasjonsrester krever også organisering av en klar separasjon av destillatfraksjoner fra dem, inkludert svært effektiv faseseparasjon under en enkelt fordampning av råmaterialer. For å gjøre dette er det installert baffelelementer, noe som gjør det mulig å unngå at dråper blir medført av dampstrømmen.

Ris. Skjematiske diagrammer av en atmosfærisk kolonne for oljedestillasjon (a) og en vakuumkolonne for brennoljedestillasjon (b):
1 - kraftseksjon; 2 - separasjonsseksjon; 3- kompleks kolonne; 4-side strippeseksjoner; 5-nedre strippeseksjon;
Oljen oppvarmet i ovnen går inn i tilførselsseksjonen 1 til komplekskolonnen 3, hvor den fordampes én gang med separering i separasjonsseksjonen 2 av destillatfraksjonsdampen fra brennoljen. Damper som stiger opp fra matedelen mot refluks, separeres ved rektifisering til målfraksjoner, og lettkokende fraksjoner separeres fra brennolje på grunn av dampstripping i nedre strippeseksjon 5. Strippingen av lavtkokende fraksjoner av sidelistene utføres i sidestrippingsseksjonene (søylene) 4 med vanndamp eller "døv" oppvarming. Vanning i en kompleks kolonne 3 skapes ved dampkondensering på toppen av kolonnen og i dens mellomseksjoner. Prosessen med separering av fyringsolje i en vakuumkolonne er organisert på lignende måte Effektiv faseseparasjon i matedelen av en kompleks kolonne oppnås ved å installere spesielle væskeseparatorer og spyle dampstrømmen med en flytende væske. For å gjøre dette er driftsmodusen til kolonnen valgt på en slik måte at slim Fn strømmer fra den nedre separasjonsseksjonen av den komplekse kolonnen til den nedre strippeseksjonen, hvis mengde skyldes et visst overskudd av enkelt fordampning. Hvis vi tar strømningshastigheten til overskuddet av enkeltfordampning lik Fn = (0,05-0,07) F, så bør andelen av destillasjon av råvarer være med Fn mer enn utvalget av destillatfraksjonen, mengden harpiks-asfaltenisk , svovelholdige og metallorganiske forbindelser Destillasjonskolonnene som brukes i industrien gjør det mulig å gi den nødvendige grad av separasjon av destillatfraksjoner med optimalt varmeforbruk som kreves for slike energikrevende prosesser som primær destillasjon av olje og fyringsolje.
Klassifisering av primæroljedestillasjonsenheter ved raffinerier
Teknologiske ordninger for primære oljedestillasjonsenheter velges vanligvis for et spesifikt alternativ for oljeraffinering:
brensel,
Drivstoff og olje.
Ved grunn prosessering av olje i henhold til drivstoffalternativet, utføres destillasjonen ved AT-enheter (atmosfæriske rørformede rør); for dyp prosessering - ved AVT-enheter (atmosfærisk-vakuumrør) av drivstoffopsjonen og for prosessering i henhold til oljeopsjonen - ved AVT-enheter av oljeopsjonen. Avhengig av varianten av oljeraffinering oppnås et annet utvalg av brensel og oljefraksjoner, og ved AT-enheter med en grunn drivstoffvariant oppnås komponenter av motordrivstoff og restbrenselolje (kjelebrensel). I henhold til alternativet for dypbrensel oppnås bensin, parafin og dieselfraksjoner ved den atmosfæriske enheten, og fyringsolje blir gjenstand for videre prosessering ved vakuumdestillasjonsenheter med frigjøring av en bred destillatfraksjon og tjære, etterfulgt av sprekking. og AVT med stor enhetskapasitet, er det tilrådelig å bruke et kombinert teknologisk opplegg for den primære destillasjonsenheten, som gir samtidig eller separat produksjon av brede og smale oljefraksjoner fra olje sammen med drivstofffraksjoner. Hovedteknologiske skjemaer for slike installasjoner er vist i fig. I henhold til denne ordningen utføres oljeraffinering i tre trinn: atmosfærisk destillasjon for å oppnå brenselfraksjoner og fyringsolje, vakuumdestillasjon av fyringsolje for å oppnå smale oljefraksjoner og tjære, og vakuumdestillasjon av en blanding av fyringsolje og tjære, eller for å få en bred oljefraksjon og tunge rester brukt til produksjon av tjære.

Ris. Fig. 2. Skjematiske diagrammer av primære oljedestillasjonsenheter i henhold til drivstoffalternativet for grunn raffinering AT (a), drivstoffalternativet for dypraffinering ABT (b) og brennoljealternativet (c):
1 - atmosfærisk kolonne; 2-stripping seksjon; 3- vakuum kolonne;
I-olje; II-lys bensin; III-hydrokarbongass; IV-tung
bensin; V-vanndamp; VI-parafin; VII-lett diesel; VIII-tung diesel; IX - fyringsolje; X-ikke-kondenserbare gasser og vanndamp inn i vakuumsystemet; XI - bred oljefraksjon; XII - tjære; XIII - lett oljedestillat; XIV-middels oljedestillat; XV - tungoljedestillat.
Bruken av to trinn med vakuumdestillasjon med samtidig eller separat produksjon av brede og smale oljefraksjoner gir AVT-enheter betydelig teknologisk fleksibilitet. 3.

Ris. 3. Kombinert AVT-installasjonsskjema:
1 - elektrisk dehydrator; 2 - stabiliseringskolonne; 3-atmosfærisk kolonne;
4 - strippeseksjon; 5-vakuumsøyle av 1. trinn; 6-vakuum kolonne II trinn;
1-olje; II - lett stabil bensin; III-flytende gass; IV-hydrokarbon gass; V- tung bensin; VI-vanndamp; VII-parafin; VIII - lett diesel; IX-tung diesel; X-lys vakuum gassolje; XI - ikke-kondenserbare gasser og vanndamp inn i vakuumsystemet; XII - lett oljedestillat; XIII - middels oljedestillat; XIV - tungoljedestillat; XV - tjære (for deasfaltering); XVI - bred oljefraksjon; XVII-vektet tjære (asfalt).
Olje primære destillasjonsprodukter ved raffinerier
Avhengig av sammensetningen av olje, varianten av behandlingen og spesielle krav til drivstoff og oljefraksjoner, kan sammensetningen av produktene til primære oljedestillasjonsenheter være forskjellig. Så under behandlingen av typiske østlige oljer oppnås følgende fraksjoner (med betingede kokegrenser i henhold til det dominerende innholdet av målkomponentene): bensin n.c. - 140 (180) 0С, parafin 140 (180)-240 °С, diesel 240-350 0С, vakuumdestillat (gassolje) 350-490 °С (500 °С) eller smale vakuumoljestrimler 350-400, 400 450 og 450-500 0С, tung rest > 500 °С - tjære Utbyttet av drivstoff og oljefraksjoner avhenger først og fremst av sammensetningen av oljen, dvs. av det potensielle innholdet av målfraksjoner i oljer. Som et eksempel, i Tabell. Tabell 8.1 viser data om utbyttet av drivstoff- og oljefraksjoner fra Romashkino- og Samotlor-oljer, som er forskjellige i potensielt innhold av drivstofffraksjoner - innholdet av fraksjoner opp til 350 ° C i disse oljene er omtrent 46 og 50 % (mai), henholdsvis (Tabell 8.1) La oss se på bruksanvisningene for den primære destillasjonen av olje og fyringsolje Hydrokarbongass består hovedsakelig av propan og butan. Propan-butan-fraksjonen brukes som råstoff for et gassfraksjoneringsanlegg for å isolere individuelle hydrokarboner fra det og for å produsere innenlands drivstoff. Avhengig av det teknologiske regimet og instrumenteringen til den primære destillasjonen av olje, kan den nye propan-butan-fraksjonen oppnås i flytende eller gassform. -180 °C brukes som råstoff for sekundærdestillasjon av bensin (sekundær rektifisering) Parafinfraksjon 120-240 0C etter rensing eller oppgradering brukes som jetdrivstoff; fraksjon 150-300 0C - som tennparafin eller dieselkomponent. Fraksjonen av diesel drivstoff 180-350 °C etter rengjøring brukes som diesel; det er mulig å oppnå komponenter av lett (vinter) og tung (sommer) dieseldrivstoff med passende fraksjonssammensetning, for eksempel 180-240 og 240-350 °C. Fraksjonen av 200-220 °C parafinoljer brukes som råstoff for produksjon av flytende parafiner - grunnlaget for produksjon av syntetiske vaskemidler. brukt i en blanding med vakuumgassolje som råmateriale for en katalytisk crackingsenhet Brennolje er resten av den primære destillasjonen av olje; lett fyringsolje (> 330 °C) kan brukes som kjelebrensel, tung fyringsolje (> 360 °C) - som råstoff for etterfølgende bearbeiding til oljefraksjoner til tjære. For tiden kan fyringsolje også brukes som råstoff for katalytisk cracking eller hydrokrakkingsenheter (tidligere ble det brukt som råmateriale for termiske crackingsenheter) En bred oljefraksjon (vakuumgassolje) 350-500 °C eller 350-550 ° C brukes som råstoff for katalytiske cracking- og hydrokrakkingsenheter. Smale oljefraksjoner på 350-400, 400-450 og 450-500 0С, etter passende rensing fra svovelforbindelser, polysykliske aromatiske og normale parafinhydrokarboner, brukes til produksjonen av smøreoljer Tjære - resten av vakuumdestillasjon av fyringsolje - underkastes videre prosessering for å oppnå restoljer, koks og (eller) bitumen, samt kjelebrensel ved å redusere viskositeten ved viskositetsbrytende enheter.

Kombinert primær oljeraffineringsenhet ved et raffineri
I de fleste tilfeller utføres atmosfærisk destillasjon av olje og vakuumdestillasjon av fyringsolje på samme AVT-enhet, som ofte kombineres med CDU, og noen ganger med en sekundær destillasjonsenhet for bensin. Den typiske kapasiteten til innenlandske primæroljeraffineringsenheter er 2, 3, 4, 6 millioner tonn/år. k. - 62, 62-140, 140-180, 180-220 (240), 220 (240) -280, 280-350, 350-500 °C (resten er tjære). Råstoffet som kommer inn i anlegget inneholder 100–300 mg/l salter og opptil 2 % (kanskje) vann. Innholdet av lavtkokende hydrokarbongasser i olje når 2,5 % (kan.) per olje. Anlegget tok i bruk en to-trinns elektrisk avsaltningsordning, som gjør det mulig å redusere saltinnholdet til 3-5 mg/l og vanninnholdet til 0,1 % (mae.). Det teknologiske opplegget til installasjonen sørger for en dobbel fordampning av olje. Hodefraksjonene fra den første destillasjonskolonnen og hoveddestillasjonskolonnen, på grunn av den tette fraksjonelle sammensetningen av produktene oppnådd fra dem, kombineres og sendes sammen for stabilisering. Bensinfraksjon n. k. - 180 ° C etter stabilisering sendes til sekundær destillasjon for å isolere fraksjoner n. k. - 62, 62-140 og 140-180 ° С. Alkaliseringsblokk er beregnet for alkalisk rensing av fraksjoner av n. k. - 62 (komponent av bensin) og 140-220 ° С (komponent av drivstoff TS-1). 140-220 °C-fraksjonen vaskes med vann og tørkes deretter i elektriske separatorer Råolje (fig. 8.17) pumpes av pumper i to strømmer gjennom varmevekslere, hvor den varmes opp til 160 °C på grunn av varmegjenvinning av varme oljeprodukter, og sendes i to parallelle strømmer til elektriske dehydratorer 3 En alkalisk løsning og en demulgator tilføres råpumpenes inntak. I et høyspent elektrisk felt brytes emulsjonen ned og vannet separeres fra oljen. Elektriske dehydratorer er designet for å fungere ved 145-160 °C og trykk 1,4-1,6 MPa. Avsaltet og dehydrert olje varmes i tillegg opp i to strømmer i varmevekslere til 210-250 °C og sendes til den første destillasjonskolonne 6. Fra toppen av kolonnen slippes overheaden i dampfasen ut i luftkjølte kondensatorer og etter kjøling i en vannkjøler til 30-35 ° C kommer inn i beholder 4. Det termiske regimet i kolonne b opprettholdes av en "varm" stråle som kommer fra ovn 75 med en temperatur på 340 0C.

Fig.5 Skjematisk diagram av den kombinerte CDU-AVT-installasjonen
med en kapasitet på 6 millioner tonn/år med sur olje:
1 - pumper; 2 - varmevekslere; 3-elektrodehydratorer; 4- containere; 5-kondensatorer-kjøleskap; 6 - den første destillasjonskolonnen; 7-hoveddestillasjonskolonne; 8 - strippe kolonner; 9 - fraksjoneringsabsorber; 10- stabilisator; 11, 12 - fraksjoneringskolonner for sekundær destillasjon av bensin; 13 - vakuumkolonne; 14 - vakuumenhet; 15 ovner;
I-råolje; II - avsaltet olje; III-V-komponenter av lett oljeprodukter; VI, VII - smale bensinfraksjoner (henholdsvis n.c. - 62 ° C og 85-120 ° C); VIII - nedbrytningsprodukter; IX - vakuumkolonnedestillater; X-akutt vanndamp; XI-tjære; XII - benzenfraksjon (62-85 ° С); XIII - tung fraksjon av bensin (over 120 ° C); XIV - tørr gass; XV - fettgass
Resten av den første destillasjonskolonnen 6 - semi-leaned olje - varmes opp i ovnen til den atmosfæriske enheten til installasjonen til 360 ° C og går inn i hoveddestillasjonskolonnen 7, på toppen av hvilken et trykk på 0,15 MPa opprettholdes . I denne kolonnen brukes topp akutte og to sirkulasjonsvanninger. Fra toppen av kolonnen kommer damper av fraksjon 85-180°C og vanndamp ut, som sendes til kondensatorer-kjøleskap. Kondensat ved 30-35 0C føres inn i tanken. Fraksjoner 180-220 °C (III), 220-280 °C (IV) og 280-350 °C (V) fjernes fra hoveddestillasjonskolonnen 7 i form av sidestrimler gjennom de tilsvarende strippekolonner 8. Fraksjoner 85- 180 °C og 180 -220 °C alkalisert. Fraksjoner 220-280°C og 280-350°C etter avkjøling til 60°C sendes til tanker. Fyringsolje (bunnproduktet av hoveddestillasjonskolonnen) mates inn i ovnen 75 til vakuumblokken til installasjonen, hvor den varmes opp til 410 ° C, og med denne temperaturen passerer den inn i vakuumkolonnen 13. Oversiden fraksjon oppnådd i vakuumkolonnen opp til 350 ° C mates inn i hoveddestillasjonskolonnen 7 En fraksjon på 350-500 0С fjernes fra vakuumkolonnen i form av en sidestrøm. Denne kolonnen bruker vanligvis en mellomliggende sirkulerende refluks. Tjæren fra bunnen av vakuumkolonnen pumpes gjennom varmevekslere og kjølere og sendes til mellomtanker ved 90 ° C. Anlegget bruker hovedsakelig luftkjølere, noe som bidrar til å redusere vannforbruket.



Enheten gir mulighet for drift uten en vakuumdestillasjonsenhet. I dette tilfellet pumpes fyringsolje fra bunnen av destillasjonskolonne 7 gjennom varmevekslere og kjøleskap, hvor den avkjøles til 90 °C, og sendes til tankfarmen. - 180 °C etter oppvarming til 170 °C kommer inn i absorbatoren 9. Etter separering av tørre gasser i absorbatoren (XIV) ledes den nedre strømmen til stabilisatoren 10. Et trykk på 1,2 MPa opprettholdes i absorbator og stabilisator. I stabilisatoren 10 er det nedre produktet av absorbatoren delt inn i to strømmer: øvre (opptil 85 °C) og nedre (over 85 °C). I kolonne 77 er toppstrømmen delt inn i smale fraksjoner VI (n.c. - 62 °C) og XII (62-85 °C). Bunnstrømmen fra stabilisatoren sendes til kolonne 72, hvor den separeres i fraksjoner VII (85-120°C) og XIII (120-180°C). Absorberens termiske regime styres av tilførselen av slim, som pumpes gjennom ovnen og går tilbake til bunnen av absorberen i dampfasen.Enheten kan operere med sekundærdestillasjonsenheten slått av. I dette tilfellet sendes stabil bensin fra bunnen av stabilisatoren 10 til varmeveksleren, hvorfra strømmen gjennom kjøleskapet går til alkalisering og deretter til tankfarmen.For å fjerne spor av vann, 140-250 °C fraksjonen. tørkes i elektriske separatorer. 3,5-4m3 vann, 1,1 kg vanndamp, 27-33 kg drivstoff forbrukes per 1 tonn bearbeidet olje. Anlegget bruker rasjonelt den termiske energien fra sekundære kilder. Omtrent 35 t/t høytrykksdamp produseres ved å utnytte varmen fra de varme strømmene. I begynnelsen ble installasjonen designet uten en ELOU-enhet; under drift ble den utstyrt med denne enheten. På en rekke raffinerier overskred anleggets produktivitet som et resultat av tilleggsutstyr med ekstra apparater og fasiliteter designet en - 6 millioner tonn / år og nådde 7-8 millioner tonn / år. Produktene som oppnås under den primære destillasjonen av olje er ikke salgbare og sendes til raffinering (hydrobehandling, avvoksing) eller for videre bearbeiding ved destruktive sekundære prosesser. Disse prosessene gir verdifulle drivstoffkomponenter og monomerer for petrokjemisk syntese, dypere oljeraffinering, samt et bredere spekter av raffineriprodukter. Sekundære destruktive prosesser inkluderer isomerisering, reformering, termisk og katalytisk krakking, hydrocracking, forkoksing og oksidasjon av tjære til bitumen. I henhold til oljeversjonen sendes de tilsvarende smale fraksjonene av vakuumgassolje og tjære til suksessive prosesser for rensing og tilberedning av kommersielle oljer.

Derfor, som den viktigste raffineriprosessen for både drivstoff-, olje- og petrokjemiske profiler, gir primær oljedestillasjon alle anleggsenheter råvarer. Kvaliteten på oljeseparasjonen - fullstendigheten av utvalget av fraksjoner fra potensialet og klarheten av separasjonen - bestemmer de teknologiske parameterne og resultatene av alle påfølgende prosesser og til slutt den generelle materialbalansen til anlegget og kvaliteten på kommersielle oljeprodukter .
Oljesprekking ved raffinerier
Cracking (engelsk cracking, splitting) - høytemperaturbehandling av olje og dens fraksjoner for å oppnå, som regel, produkter med lavere molekylvekt - motordrivstoff, smøreoljer, etc., samt råvarer for kjemikaliet og petrokjemisk industri. Cracking fortsetter med brudd av C-C-bindinger og dannelse av frie radikaler eller karbanioner. Samtidig med brudd på C-C-bindinger skjer dehydrogenering, isomerisering, polymerisering og kondensering av både mellom- og utgangsstoffer. Som et resultat av de to siste prosessene, såkalte. sprukket rest (fraksjon med kokepunkt over 350 °C) og petroleumskoks.
Verdens første industrielle installasjon for kontinuerlig termisk oljekrakking ble opprettet og patentert av ingeniør V. G. Shukhov og hans assistent S. P. Gavrilov i 1891 (patent av det russiske imperiet nr. 12926 datert 27. november 1891). Et forsøksoppsett er laget. De vitenskapelige og tekniske løsningene til V. G. Shukhov ble gjentatt av W. Barton under byggingen av det første industrianlegget i USA i 1915-1918. De første innenlandske industrielle cracking-enhetene ble bygget av V. G. Shukhov i 1934 ved det sovjetiske cracking-anlegget i Baku.
Sprekking utføres ved å varme oljeråstoffet eller ved samtidig å utsette det for høy temperatur og katalysatorer.
I det første tilfellet brukes prosessen til å produsere bensin (lavoktankomponenter i bildrivstoff) og gassolje (komponenter av marine brenseloljer, gassturbin- og ovnsbrensel) fraksjoner, svært aromatiske petroleumsråmaterialer i produksjonen av kjønrøk ( sot), samt alfa-olefiner (termisk cracking); kjeler, samt bil- og dieseldrivstoff (visbreaking); petroleumskoks, samt hydrokarbongasser, bensin og parafin-gassoljefraksjoner; etylen, propylen, samt aromatiske hydrokarboner (pyrolyse av petroleumsråstoff).
I det andre tilfellet brukes prosessen til å oppnå basiskomponentene til høyoktanbensiner, gassoljer, hydrokarbongasser (katalytisk cracking); bensinfraksjoner, jet- og dieseldrivstoff, petroleumsoljer, samt råmaterialer for pyrolyse av petroleumsfraksjoner og katalytisk reformering (hydrocracking).
Andre typer pyrolytisk spaltning av råvarer brukes også, for eksempel prosessen med å oppnå etylen og acetylen ved påvirkning av en elektrisk utladning i metan (elektrocracking), utført ved 1000-1300 ° C og 0,14 MPa for 0,01-0,1 s.
Sprekking brukes til å øke oktantallet i bensin (øke massefraksjonen av C8H18).
I løpet av katalytisk cracking forekommer også prosesser for isomerisering av alkaner.

Sekundær oljeraffinering utføres ved termisk eller kjemisk katalytisk spaltning av produkter fra primær oljedestillasjon for å oppnå en større mengde bensinfraksjoner, samt råvarer for påfølgende produksjon av aromatiske hydrokarboner - benzen, toluen og andre. En av de vanligste teknologiene i denne syklusen er cracking.
I 1891 foreslo ingeniørene V. G. Shukhov og S. P. Gavrilov verdens første industrielle installasjon for kontinuerlig implementering av en termisk krakkingsprosess: en kontinuerlig rørreaktor, hvor rørene utfører tvungen sirkulasjon av brennolje eller annet tungoljeråstoff, og i ringrommet. plass forsynes med oppvarmede røykgasser. Utbyttet av lette komponenter under krakkingsprosessen, hvorfra bensin, parafin, diesel kan tilberedes, varierer fra 40-45 til 55-60%. Krakkeprosessen gjør det mulig å produsere komponenter fra brennolje for produksjon av smøreoljer.
Katalytisk cracking ble oppdaget på 1930-tallet. Katalysatoren velger fra råstoffet og sorberer på seg selv, først av alt, de molekylene som er i stand til å dehydrogenere ganske enkelt (avgi hydrogen). De resulterende umettede hydrokarboner, som har en økt adsorpsjonskapasitet, kommer i kontakt med de aktive sentrene til katalysatoren. Polymerisering av hydrokarboner skjer, harpikser og koks oppstår. Det frigjorte hydrogenet tar en aktiv del i reaksjonene ved hydrokrakking, isomerisering osv. Krakkingsproduktet er beriket med lette høykvalitets hydrokarboner og som et resultat oppnås en bred bensinfraksjon og dieselbrenselfraksjoner, som er lette oljeprodukter. Som et resultat oppnås hydrokarbongasser (20%), bensinfraksjon (50%), dieselfraksjon (20%), tung gassolje og koks.

Katalytisk cracking ved raffinerier
Katalytisk cracking er en prosess med katalytisk destruktiv konvertering av tunge destillat-petroleumsfraksjoner til motordrivstoff og råstoff for petrokjemi, kjønrøk og koksproduksjon. Prosessen fortsetter i nærvær av aluminosilikatkatalysatorer ved en temperatur på 450-530 °C og et trykk på 0,07-0,3 MPa.
Mekanismen for de fleste katalytiske crackingsreaksjoner er tilfredsstillende forklart i form av kjedekarbokationteorien. Under betingelsene for katalytisk cracking kan karbokasjoner bare eksistere i form av ionepar karbokation - et negativt ladet aktivt senter av overflaten.
Kjemiske baser for prosessen. Essensen av prosessene som skjer under katalytisk cracking er følgende reaksjoner:
1) spaltning av høymolekylære hydrokarboner (faktisk cracking);
2) isomerisering;
3) dehydrogenering av cykloalkaner til arener.
Ødeleggelsen av tungoljeråvarer forårsaker dannelsen av en ekstra mengde lett motordrivstoff, hvorav den viktigste er bensin. Implementeringen av alle tre typer reaksjoner fører til en økning i oktantallet for bensin: med samme struktur øker oktantallet til hydrokarboner med en reduksjon i molekylvekt; oktantallene til isoalkaner er høyere enn for normale alkaner, og de for arener er høyere enn for sykloalkaner og alkaner.
Alkantransformasjoner. Under betingelsene for katalytisk cracking gjennomgår alkaner isomerisering og dekomponering til alkaner og alkener med lavere molekylvekt.
Det første trinnet i kjedeprosessen – kjedeinitiering – kan skje på to måter.
I den første metoden gjennomgår noen av alkanmolekylene
termisk sprekkdannelse først. De resulterende alkenene løsner protoner fra katalysatoren og blir til karbokasjoner.
I henhold til den andre metoden er dannelsen av et karbokation mulig direkte fra en alkan ved å spalte av et hydridion under påvirkning av et protisk senter eller en aprotisk katalysator:
På grunn av det faktum at løsgjøring av et hydridion fra et tertiært karbonatom krever mindre energi enn fra et sekundært og primært, sprekker isoalkaner mye raskere enn normale alkaner Kjedeformeringsreaksjoner omfatter alle reaksjoner av karbokasjoner som er mulige under gitte forhold. For eksempel, hvis den primære karbokasjonen С7Н15 ble dannet i det første trinnet av prosessen, ville den mest sannsynlige retningen for transformasjonen være isomerisering til mer stabile sekundære og tertiære strukturer. Varmen som frigjøres under isomerisering kan brukes på spaltning av et nytt ion. Dermed består prosessen med transformasjon av C7H15-karbokatet i en serie-parallell veksling av isomerisering og p-forfallsreaksjoner. Siden dekomponering av alkylkarbokasjoner med dannelse av primære og sekundære ioner Ci-C3 er mye vanskeligere enn med dannelse av tertiære ioner med et stort antall karbonatomer, øker hastigheten for katalytisk cracking av alkaner med kjedeforlengelse. For eksempel, når sprekker under samme forhold, er konverteringsgraden av С5Н12 1%; C7H16 -3%; С12Н24 - 18%; C16H34 -42%. Lettheten (lav endotermisitet) av dekomponering av ioner med eliminering av tertiære karbokasjoner fører til akkumulering av isostrukturer i nedbrytningsproduktene til alkaner som inneholder 7 eller flere karbonatomer. De frigjorte karbokasjonene med lav molekylvekt etter isomerisering løsner hydridionet fra molekylet til det opprinnelige hydrokarbonet, og hele reaksjonssyklusen gjentas. Kjedeterminering skjer når et karbokation møter et katalysatoranion.
Hastigheten for katalytisk cracking av alkaner er 1-2 størrelsesordener høyere enn hastigheten på deres termiske cracking.
Transformasjoner av sykloalkaner. Hastigheten for katalytisk krakking av sykloalkaner er nær krakkingshastigheten for alkaner med like mange karbonatomer. Hovedreaksjonene til cykloalkaner er: ringåpning med dannelse av alkener og diener; dehydrogenering som fører til dannelse av arener; isomerisering av ringer og sidekjeder.
Startstadiet - fremveksten av karbokasjoner - for mettede hydrokarboner med syklisk og asyklisk struktur fortsetter på samme måte.
De resulterende karbokasjonene løsner hydridionet fra molekylene til cykloalkaner. Spaltningen av hydridionet fra det tertiære karbonatomet foregår lettere enn fra det sekundære; derfor øker dybden av sprekking med en økning i antall substituenter i ringen.
Neostrukturer (1,1-dimetylcykloheksan) spalter hydridionet fra sekundært karbon, så omdannelsesgraden er nær den for usubstituert sykloheksan.
Dekomponeringen av cykloheksylionet kan skje på to måter: med brudd av C-C-bindinger og med splitting av C-H-bindinger.
Som et resultat av reaksjonen med brudd på C-C-bindinger, dannes alkener og alkadiener.
Alkenylionet isomeriserer lett til allyl. De mest sannsynlige reaksjonene til allylionet er abstraksjonen av hydridionet fra modermolekylet eller overføringen av et proton til et alkenmolekyl eller en katalysator.
Sykloalkener gjennomgår katalytisk cracking mye raskere enn sykloalkaner.
Dekomponeringen av cykloheksylkarbokasjonen med spaltning av CH-bindinger er energetisk gunstigere, siden arener dannes gjennom mellomliggende cykloalkenstrukturer.
Utbyttet av arener når 25 % eller mer av omdannelsesproduktene til cykloheksaner, og crackingsgassene til cykloalkaner inneholder en økt mengde hydrogen sammenlignet med crackingsgassene til alkan.
Isomeriseringen av cykloheksaner til cyklopentaner og vice versa er også observert. Reaksjonen fortsetter gjennom den protonerte cyklopropanringen.
Syklopentaner er mer stabile under katalytiske krakkingsforhold enn sykloheksaner. Derfor er likevekten kraftig forskjøvet til høyre. Imidlertid gjennomgår cykloheksaner dehydrogenering til arener under disse forholdene. Å fjerne et produkt fra reaksjonssfæren flytter likevekten til venstre. Selektiviteten til omdannelsen av cykloheksan til benzen eller metylcyklopentan avhenger til slutt av katalysatoren.
I nærvær av lange sidekjeder i cykloalkanmolekylet er sidekjedeisomerisering og dealkylering mulig.
Bicykliske cykloalkaner aromatiserer i større grad enn monosykliske. Under den katalytiske krakkingen av dekalin (500°C) er således utbyttet av arener omtrent 33 % per omdannet dekalin. Enda flere aromatiske forbindelser (87,8%) dannes under krakkingen av tetralin under samme forhold.
Alkene transformasjoner. Hastigheten for katalytisk cracking av alkener er 2-3 størrelsesordener høyere enn crackingshastigheten til de tilsvarende alkanene, noe som forklares av den enkle dannelsen av karbokasjoner fra alkener:
Når et proton er festet til et alkenmolekyl, dannes det samme ionet som når et hydridion spaltes fra en alkan, noe som bestemmer generaliteten av reaksjonene deres under katalytisk cracking - dette er isomerisering og p-forfall. Samtidig er alkener også preget av spesifikke reaksjoner av hydrogenomfordeling og cyklisering.
Essensen av hydrogenomfordelingsreaksjonen er at i nærvær av sure katalysatorer, mister noen av alkenene hydrogen og blir til flerumettede forbindelser, mens en annen del av alkenene hydrogeneres av dette hydrogenet og blir til alkaner.
Alkener adsorbert på katalysatoren mister gradvis hydrogen. Svært umettede hydrokarboner polymeriserer, ringslutter og blir gradvis tømt for hydrogen og blir til koks. Ringslutningen av alkener kan føre til dannelse av cyklopentaner, cyklopentener og arener. Femleddede ringer isomeriserer til seksleddede ringer og aromatiserer også.
Arenatransformasjoner. Usubstituerte arener er stabile under katalytiske krakkingsforhold. Metylsubstituerte arener reagerer med en hastighet nær den for alkaner. Alkylderivater av arener som inneholder to eller flere karbonatomer i kjeden sprekker med omtrent samme hastighet som alkener. Hovedreaksjonen til alkylderivater av arener er dealkylering. Dette skyldes den større affiniteten til den aromatiske ringen for protonet enn for alkylionet.
Reaksjonshastigheten øker med økende kjedelengde til alkylsubstituenten, så vel som i serien: C6H5 - Cnerv< < С6Н5 - Свтор < С6Н5 - Стрет, что обусловлено большой устойчивостью образующихся карбкатионоб.
Når det gjelder metylsubstituerte arener, er elimineringen av karbokatet energetisk hindret, derfor fortsetter reaksjonene med disproporsjonering og isomerisering i posisjonen til substituentene hovedsakelig.
Polysykliske arener er sterkt sorbert på katalysatoren og gjennomgår gradvis ødeleggelse og omfordeling av hydrogen med dannelse av koks.
Koksen som dannes på overflaten av katalysatoren er således en blanding av svært umettede polymere harpiksholdige alkener og polysykliske arener. Det blokkerer de aktive sentrene til katalysatoren og reduserer aktiviteten. For å fjerne koks blir katalysatoren periodisk utsatt for regenerering ved oksidasjon.
Prosesskatalysatorer og alternativ reaksjonsmekanisme. Moderne cracking katalysatorer er komplekse systemer som består av 10-25% zeolitt Y i sjeldne jordarter eller dekationisert form, jevnt fordelt i amorf; aluminosilikat, og støpt til mikrokuler eller kuler.


Zeolittstrukturen er dannet av SiO4 og AlO4 tetraedre. Aluminiumsatomer bærer en enkelt negativ ladning, som kompenseres av metallkationer plassert i hulrommene i krystallgitteret. Zeolitter med monovalente kationer er inaktive, siden slike kationer fullstendig kompenserer for ladningen til AlO4-tetraederet. Å erstatte et monovalent kation med et divalent eller trivalent fører til ladningsdekompensasjon og skaper en høy elektrostatisk feltstyrke tilstrekkelig for dannelse av karbokasjoner som følge av elektronparforskyvning Amorft aluminosilikat, hvor zeolitt er fordelt, har sin egen aktivitet. De katalytisk aktive stedene til aluminosilikater er både Bronsted- og Lewis-syrer. Brønstedsyren kan være et proton dannet av vann kjemisorbert av et koordinativt umettet aluminiumatom (a), et proton av en hydroksylgruppe bundet til et aluminiumatom (b) eller silisium.Protondonorsentre er av største betydning, siden fullstendig dehydrert aluminosilikat er praktisk talt inaktivt. I zeolittholdige aluminosilikatkatalysatorer ser metallkationens rolle ut til å være å øke protonmobiliteten og stabiliteten til Bronsted-syreseter, samt å skape et ytterligere antall sure steder ved protonering av vannmolekyler. reaksjonshastigheten på en zeolittholdig katalysator er 2–3 størrelsesordener høyere enn på amorf. Samtidig har zeolittholdige katalysatorer høyere termisk og mekanisk stabilitet enn rene zeolitter.Den kvalitative siden av karbokationteorien har fått generell anerkjennelse. På grunnlag av det er det imidlertid ikke mulig å forutsi det kvantitative utbyttet av produkter selv når individuelle forbindelser er sprukket. Det skal bemerkes at eksistensen av karbokasjoner på overflaten av en aluminosilikatkatalysator ikke er eksperimentelt bevist. Det er mulig at mellompartikler i katalytisk cracking ikke er karbokationer (p-komplekser), for dannelsen av hvilke fullstendig heterolytisk bindingsbrudd er nødvendig, men overflatekompleksforbindelser av hydrokarboner med aktive steder av katalysatoren. Slike forbindelser kan være p-komplekser , hvis dannelse krever mindre energi enn for dannelsen av p-komplekser. Makrokinetikk av prosessen.Katalytisk krakking, som enhver heterogen katalytisk prosess, foregår i flere trinn: råstoffet kommer inn i katalysatoroverflaten (ekstern diffusjon), trenger inn i katalysatorporer (intern diffusjon), kjemisorberer på de aktive stedene til katalysatoren og går inn i kjemiske reaksjoner. Videre foregår desorpsjonen av krakkingsprodukter og ureagerte råmaterialer fra overflaten, diffusjonen fra katalysatorporene og fjerning av krakkingsprodukter fra reaksjonssonen.Det langsomste trinnet bestemmer prosessens hastighet. Hvis prosessen fortsetter i diffusjonsområdet, avhenger hastigheten lite av temperaturen. For å øke hastigheten er det nødvendig å bruke en grovporet eller sterkt malt, for eksempel pulverisert, katalysator, som vil øke overflaten av katalysatoren. Hvis det langsomste stadiet er en kjemisk reaksjon, avhenger prosesshastigheten hovedsakelig av temperatur. Det er imidlertid mulig å øke hastigheten ved å øke temperaturen kun opp til en viss grense, hvoretter reaksjonen går over i diffusjonsområdet.For oppsprekking av petroleumsfraksjoner er det praktisk talt umulig å beskrive alle kjemiske reaksjoner. Derfor begrenser de seg vanligvis til å vurdere ordninger som tar hensyn til hovedretningene og den resulterende effekten av sprekker. I de fleste tilfeller er kinetikken for cracking av petroleumsfraksjoner på en zeolittholdig katalysator representert av en førsteordens ligning En mer nøyaktig beskrivelse av kinetikken til katalytisk cracking av petroleumsfraksjoner oppnås ved å bruke ligninger som tar hensyn til deaktiveringen av katalysatoren under reaksjonen. Prosesshastigheten og utbyttet av krakkingsprodukter varierer betydelig avhengig av kvaliteten på råstoffet, egenskapene til katalysatoren og fullstendigheten av dens regenerering, det teknologiske regimet og designfunksjonene til reaksjonsapparatet Katalytisk krakking i industrien. Katalytisk krakking på aluminosilikatkatalysatorer er en av de mest multitonnasje-prosessene i oljeraffineringsindustrien. Hensikten med prosessen er å oppnå høyoktan bensin fra vakuumdestillater av forskjellige oljer, som koker bort i området 300-500 °C. Katalytisk krakking på zeolittholdige katalysatorer utføres ved 450-530 °C under trykk nær atmosfærisk (0,07-0,3 MPa). I tillegg til høyoktanbensin produserer katalytiske crackingsenheter også hydrokarbongass, lette og tunge gassoljer. Mengden og kvaliteten på produktene avhenger av egenskapene til råstoffet som behandles, katalysatoren, samt prosessmodus Hydrokarbongass inneholder 75-90 % av C3-C4-fraksjonen. Det brukes etter separasjon i prosessene med alkylering, polymerisering, for produksjon av etylen, propylen, butadien, isopren, polyisobutylen, overflateaktive stoffer og andre petrokjemiske produkter. Bensinfraksjonen (ca. til 195 ° C) brukes som den grunnleggende komponenten i motorbensin. Den inneholder arene 25-40, alkener 15-30, sykloalkaner 2-10 og alkaner, hovedsakelig isostruktur, 35-60 % (masse). Oktantallet på fraksjonen er 78-85 (ifølge motormetoden) Komponentene som koker over 195°C separeres i fraksjoner. Ved drift i henhold til drivstoffalternativet: 195-350 ° С - lett gassolje og >350 ° С - tung gassolje; ved arbeid i henhold til petrokjemisk alternativ: 195-270 °C, 270-420 °C og resten > 420 °C. Lett gassolje (195-350 °C) brukes som en komponent i diesel og som fortynningsmiddel i produksjonen av fyringsoljer. Cetantall for lett katalytisk gassolje oppnådd fra parafiniske råvarer er 45-56, fra naftenoaromatisk - 25-35. 195-270°C-fraksjonen brukes som flotasjonsreagens, 270-420°C-fraksjonen brukes som råmateriale for produksjon av sot. Restprodukter (>350°C eller >420°C) brukes som komponenter i kjelebrensel eller råstoff for termisk krakking og forkoksingsprosesser.

Hydrobehandling av olje på et raffineri
Hydrobehandling utføres på hydrogeneringskatalysatorer ved bruk av aluminium-, kobolt- og molybdenforbindelser. En av de viktigste prosessene innen oljeraffinering.
Prosessens oppgave er rensing av bensin, parafin og dieselfraksjoner, samt vakuumgassolje fra svovel, nitrogenholdig, tjæreforbindelser og oksygen. Hydrobehandlingsanlegg kan mates med resirkulerte destillater fra crack- eller koksanlegg, i hvilket tilfelle også olefinhydrogeneringsprosessen finner sted. Kapasiteten til installasjonene som eksisterer i Den russiske føderasjonen varierer fra 600 til 3000 tusen tonn per år. Hydrogenet som kreves for hydrobehandlingsreaksjoner kommer fra katalytiske reformatorer eller produseres i spesielle anlegg.
Råstoffet blandes med hydrogenholdig gass med en konsentrasjon på 85-95 volumprosent, som kommer fra sirkulasjonskompressorer som opprettholder trykket i systemet. Den resulterende blandingen varmes opp i en ovn til 280-340 °C, avhengig av råmaterialet, og går deretter inn i reaktoren. Reaksjonen foregår på katalysatorer som inneholder nikkel, kobolt eller molybden under trykk opp til 50 atm. Under slike forhold, ødeleggelse av svovel- og nitrogenholdige forbindelser med dannelse av hydrogensulfid og ammoniakk, samt metning av olefiner. I prosessen, på grunn av termisk dekomponering, dannes en ubetydelig (1,5-2%) mengde lavoktanbensin, og under hydrobehandlingen av vakuumgassolje dannes også 6-8% av dieselfraksjonen. I den rensede dieselfraksjonen kan svovelinnholdet reduseres fra 1,0 % til 0,005 % og under. Prosessgasser utsettes for rensing for å utvinne hydrogensulfid, som tilføres til produksjon av elementært svovel eller svovelsyre.

Hydrobehandling av petroleumsprodukter
Hydrobehandling er en prosess med kjemisk omdannelse av stoffer under påvirkning av hydrogen ved høyt trykk og temperatur.
Hydrobehandling av petroleumsfraksjoner har som mål å redusere innholdet av svovelforbindelser i kommersielle petroleumsprodukter.
Bivirkninger er metning av umettede hydrokarboner, en reduksjon i innholdet av harpikser, oksygenholdige forbindelser, samt hydrokrakking av hydrokarbonmolekyler. Den vanligste oljeraffineringsprosessen.
Følgende oljefraksjoner utsettes for hydrobehandling:
1. Bensinfraksjoner (straight-run og katalytisk cracking);
2. Parafinfraksjoner;
3. Diesel;
4. Vakuum gassolje;
5. Fraksjoner av oljer.
Hydrobehandling av bensinfraksjoner
Det er hydrobehandling av straight-run bensinfraksjoner og katalytisk krakking av bensinfraksjoner.
1. Hydrobehandling av straight-run bensinfraksjoner.
Det er rettet mot å oppnå hydrobehandlede bensinfraksjoner - råvarer for reformering. Prosessen med hydrobehandling av bensinfraksjoner er basert på reaksjonene av hydrogenolyse og delvis ødeleggelse av molekyler i et hydrogenholdig gassmedium, som et resultat av at organiske forbindelser av svovel, nitrogen, oksygen, klor, metaller i råstoffet omdannes til hydrogensulfid, ammoniakk, vann, hydrogenklorid og tilsvarende hydrokarboner Drivstoffkvalitet før og etter hydrobehandling:
Drivstoffkvalitet før og etter vannbehandling:

Prosessparametere: Trykk 1,8-2 MPa; temperatur 350-420°C; Hydrogeninnhold i WSG - 75%; Hydrogensirkulasjonshastighet 180-300 m³/m³; Katalysator - nikkel - molybden.
Typisk prosessmaterialbalanse:



Prosessparametere: Trykk 1,5-2,2 MPa; temperatur 300-400°C; Hydrogeninnhold i WSG - 75%; Hydrogensirkulasjonshastighet 180-250 m³/m³; Katalysator - kobolt - molybden
Hydrobehandling av diesel. Hydrobehandling av diesel er rettet mot å redusere innholdet av svovel og polyaromatiske hydrokarboner. Svovelforbindelser brenner for å danne svoveldioksid, som med vann danner svovelsyre, hovedkilden til sur nedbør. Polyaromatisk reduserer cetantallet. Vakuumgassoljehydrobehandling er rettet mot å redusere innholdet av svovel og polyaromatiske hydrokarboner. Hydrobehandlet gassolje er et råmateriale for katalytisk cracking. Svovelforbindelser forgifter crackingskatalysatoren, og forverrer også kvaliteten på målproduktet for katalytisk crackingbensin (se Hydrobehandling av bensinfraksjoner).
Claus-prosess (oksidativ omdannelse av hydrogensulfid til elementært svovel) i oljeraffinering ved raffinerier
Claus-prosessen er prosessen med katalytisk oksidativ omdannelse av hydrogensulfid. Kilden til hydrogensulfid er naturlig og industriell. Naturlige kilder er olje- og gassfelt, vulkansk aktivitet, nedbryting av biomasse, etc. Industrielle kilder - olje- og gassbehandling (hydrobehandlings- og hydrokrakkingsprosesser), metallurgi, etc.
Hydrogensulfid, hentet fra hydrogeneringsprosesser for prosessering av sure og sure oljer, gasskondensater og aminbehandlingsanlegg for olje og naturgasser, brukes vanligvis ved raffinerier for å produsere elementært svovel, noen ganger for å produsere svovelsyre.
Metoder for utnyttelse av hydrogensulfid og produksjon av svovel
På grunn av skjerpingen av miljøforskriftene, kan følgende metoder brukes for å kvitte seg med sur gass oppnådd som følge av regenerering:
Injeksjon i reservoaret (avhending);
Bearbeiding til svovel i henhold til Claus-metoden med produksjon av salgbart svovel i samsvar med GOST 127.1 93 ÷ 127.5 93;
Væskefaseoksidasjon av H2S med produksjon av ikke-kommersielt eller kommersielt svovel.
Underjordisk gassinjeksjon
Underjordisk lagring av sur gass som deponeringsmetode har fått bred anvendelse i Nord-Amerika og blir introdusert i Vest-Europa og Midtøsten. Injeksjon for deponering av sur gass som avfallsprodukt utføres i et reservoar som har tilstrekkelig absorpsjonskapasitet - for eksempel i et uproduktivt reservoar, i et utarmet gass- eller oljereservoar, og også i enkelte karbonat- eller saltreservoarer.
Underjordiske lagringsprosesser for syregass ble aktivt utviklet i Canada og USA på slutten av 80-tallet, da prisene på kommersiell svovel var lave (henholdsvis var det ulønnsomt å skaffe en liten mengde kommersiell svovel i feltene), og miljøkrav og kontroll var alltid mer strenge i forhold til de olje- og gassproduserende regionene i verden. Geologiske studier, inkludert modellering, utføres for å velge et egnet reservoar for deponering av sur gass. Vanligvis er det en mulighet til å finne et reservoar for bevaring av sur gass, noe som fremgår av det store antallet fullførte prosjekter i olje- og gassindustrien i Nord-Amerika - på rundt 50 felt i Canada og 40 felt i USA. I de fleste tilfeller er injeksjonsbrønnen plassert i en avstand på 0,1-4,0 km fra installasjonen (i noen tilfeller opptil 14-20 km), det absorberende laget er plassert i en dybde på 0,6-2,7 km.
For eksempel, fra gassbehandlingsanlegget Shute Creek (LaBarge gassfelt, USA), injiseres 1,8 2,5 millioner m3/dag sur gass (H2S 70 %); injeksjonsenheten ble tatt i bruk i 2005 som en erstatning for svovelgjenvinningsenheten (Claus-prosesser for konvertering av H2S til svovel og SCOT for avgasser). Således kan syregassinjeksjon med hell brukes både i småskala og storskala tilknyttede og naturgassbehandlingsanlegg.
Metoden for injeksjon av sur gass i reservoaret har mange tekniske funksjoner. I prosessen med å utvikle denne metoden i utlandet har det blitt samlet betydelig erfaring, som kan brukes i gjennomføringen av lignende prosjekter i Russland og nabolandene. I Canada, på mange felt, utføres prosessen under klimatiske forhold som tilsvarer forholdene i Sibir. Drifts- og miljøorganisasjoner i utlandet overvåker mulige lekkasjer av H2S og CO2 fra underjordiske gasslagre. Foreløpig er det ikke observert noen problematiske tilfeller, og den økonomiske og miljømessige effektiviteten av tiltak for injeksjon av syregass er anerkjent som god.
H2S + 0,5O2 → S + H2O.
Den forenklede kjemien til prosessen er som følger:
2H2S + 4Fe3+ → 2S+4H+ + 4Fe2+;
4H+ + O2 + 4Fe2+ → 2Н2O + 4Fe3+;
H2S + 0,5O2 → S + H2O.
Jernioner i løsning er i form av et chelatkompleks.
Et eksempel på en vellykket implementering av chelatmetoden kan representeres av LO CAT-teknologien fra Merichem. Ifølge selskapet er produktet oppnådd under regenereringen av absorberen fast svovel ("svovelkake") som inneholder 60% av hovedstoffet (i USA kan det brukes som gjødsel). For å oppnå et renere produkt - teknisk svovel i henhold til GOST 127.1 93 - bør den teknologiske ordningen suppleres med vaskemaskiner, filtre og smeltere, noe som reduserer kostnadene for kjemikalier, men øker kapital- og driftskostnadene.
Et annet eksempel på en kommersiell væskefaseoksidasjonsprosess er Shells SulFerox, som generelt er skjematisk lik LO CAT-prosessen og skiller seg i reaktantsammensetning. Figur 2 viser skjematisk diagram av LO CAT-prosessen, Figur 3 viser SulFerox-prosessen.


Oljeraffinering i Russland ved raffineriet
Oljeraffinering i Russland utføres ved 28 store oljeraffinerier (raffinerier), samt mer enn 200 miniraffinerier, hvorav mindre enn halvparten driver lovlig. Den totale kapasiteten for raffineringskapasitet i Russland er 279 millioner tonn. Den største oljeraffineringskapasiteten er lokalisert i Volga, Sibir og Sentral føderale distrikter. I 2004 ble det bemerket at disse tre distriktene står for mer enn 70 % av den totale russiske oljeraffineringskapasiteten. De viktigste produksjonsanleggene er hovedsakelig lokalisert i nærheten av forbruksområdene for petroleumsprodukter: i den europeiske delen av landet - i Ryazan, Yaroslavl, Nizhny Novgorod, Leningrad-regionene, Krasnodar-territoriet, sør i Sibir og Fjernøsten - i byene Omsk, Angarsk, Achinsk, Khabarovsk, Komsomolsk-on-Amur. I tillegg er det bygget raffinerier i Basjkiria, Samara-regionen og Perm-territoriet – regioner som en gang var de største sentrene for oljeproduksjon. Senere, da oljeproduksjonen flyttet til Vest-Sibir, ble oljeraffineringskapasiteten i Ural- og Volga-regionen overflødig. I dag domineres olje- og oljeproduktmarkedet i Russland av flere oljeselskaper med en vertikalt integrert struktur som produserer og raffinerer olje , samt salg av petroleumsprodukter, både i bulk og gjennom eget forsynings- og markedsføringsnettverk. Situasjonen på oljeproduktmarkedet avhenger helt av oljeselskapenes strategi, som er dannet under påvirkning av oljepriser, råvarestruktur og etterspørselsgeografi. Vertikalt integrerte selskaper eier mer enn 70 % av landets raffineringskapasitet. Ved inngangen til 2010 hadde Rosneft og LUKOIL den største installerte kapasiteten, de er også ledende når det gjelder oljeraffineringsvolumer, henholdsvis 49,6 millioner tonn og 44,3 millioner tonn. Totalt er dette nesten 40% av råvarene behandlet i Russland.
Historie om oljeraffinering i Russland ved raffinerier
De fleste av oljeraffineriene i Russland dukket opp i de to tiårene etter den store patriotiske krigen. Fra 1945 til 1965 ble 16 raffinerier satt i drift.
Ved valg av steder for lokalisering av oljeraffinerier ble vi først og fremst styrt av prinsippet om nærhet til områder hvor oljeprodukter forbrukes. Raffinerier i Ryazan-, Yaroslavl- og Gorky-regionene var fokusert på den sentrale økonomiske regionen; i Leningrad-regionen - til Leningrad industrisenter; i Krasnodar-territoriet - til den tettbefolkede Nord-Kaukasus-regionen, i Omsk-regionen og Angarsk - til Sibirs behov. Det var imidlertid også en økning i produksjonen av petroleumsprodukter på stedene for oljeproduksjon. Fram til slutten av 1960-tallet var Ural-Volga-regionen den viktigste oljeproduserende regionen i landet, og nye raffinerier ble bygget i regionene Bashkiria, Kuibyshev og Perm. Disse raffineriene dekket mangelen på oljeprodukter i Sibir og andre regioner i Russland, så vel som i unionsrepublikkene i det tidligere Sovjetunionen.
I løpet av 1966-1991 ble det bygget 7 nye raffinerier i USSR, 6 av dem utenfor RSFSR (i Lisichansk, Mozyr, Mazheikiai, Chardzhou, Chimkent og Pavlodar). Det eneste nye oljeraffineriet som ble bygget etter 1966 på RSFSRs territorium var Achinsk Oil Refinery, som ble satt i drift i 1982. I tillegg ble det i 1979 organisert oljeraffinering i Nizhnekamsk (Nizhnekamskneftekhim) for å møte etterspørselen etter råvarer til petrokjemisk produksjon.På 1990-tallet var det en kraftig nedgang i produksjonen innen oljeraffinering. På grunn av en kraftig reduksjon i innenlandsk oljeforbruk, med en total primær prosesseringskapasitet på 296 millioner tonn per år, ble det i 2000 faktisk behandlet 168,7 millioner tonn, det vil si at belastningen av oljeraffinerier falt til 49,8%. Ved de fleste raffinerier fortsatte den bakoverstilte strukturen til oljeraffinering å opprettholdes med en lav andel destruktive fordypningsprosesser, samt sekundære prosesser rettet mot å forbedre produktkvaliteten. Alt dette førte til lav dybde av oljeraffinering og lav kvalitet på de produserte oljeproduktene. Dybden av oljeraffinering i 1999 var i gjennomsnitt 67,4 % i Russland, og bare ved Omsk-raffineriet nådde den 81,5 %, og nærmet seg vesteuropeiske standarder.

I de påfølgende årene dukket det opp en oppmuntrende trend innen oljeraffinering. I perioden 2002-2007 ble det observert en jevn økning i oljeraffineringsvolumene med en gjennomsnittlig årlig økning på ca. 3 % i 2002-2004 og 5,5 % i 2005-2007. I 2005 var den gjennomsnittlige belastningen av driftsraffinerier for primærraffinering 80 %, raffineringsvolumet økte fra 179 i 2000 til 220 millioner tonn i 2006. Betydelig økte investeringer i oljeraffinering. I 2006 utgjorde de 40 milliarder rubler, som er 12% mer enn i 2005. Dybden av oljeraffinering har også økt.
En rekke raffinerier utførte bygging av komplekser for dyp oljeraffinering. I 2004 ble et vakusatt i drift ved Perm Refinery (LUKOIL); Ryazan Refinery (TNK-BP).
I slutten av oktober 2010 tok Tatneft Group i drift en primær oljeraffineringsenhet med en kapasitet på 7 millioner tonn per år - en del av komplekset av oljeraffinerier og petrokjemiske anlegg "TANECO" under bygging i Nizhnekamsk. Komplekset er fokusert på dyp prosessering av tung sur olje, hvorfra det er planlagt å produsere høykvalitets petroleumsprodukter, inkludert bensin og diesel med Euro-5-standard. Behandlingsdybden vil være 97 %. På slutten av 2010 begynte Nizhny Novgorod Oil Refinery å produsere Euro-4-motorbensin. I januar 2011 begynte Saratov-raffineriet å produsere Euro-4-diesel.
Totalt, i 2008-2010, investerte oljeselskaper 177 milliarder rubler i modernisering av raffinerier. I løpet av denne perioden ble det bygget seks nye og rekonstruerte ti driftsenheter for produksjon av høykvalitets motordrivstoff ved raffinerier av vertikalt integrerte oljeselskaper.
I midten av 2011 ble det konstatert at det ble gjennomført modernisering ved de fleste av de store oljeraffineriene i Russland.
Den 8. juli 2011 holdt Putin et møte om tilstanden til oljeraffinering og oljeproduktmarkedet i Russland. Putin sa at det er nødvendig å øke dybden av oljeraffinering slik at den fullt ut dekker behovene til hjemmemarkedet for petroleumsprodukter. Ifølge Putin er det nødvendig å ta tak i å øke volumet av oljeraffinering, og spesifikt sekundærraffinering, inkludert gjennom slike teknologiske prosesser som isomerisering, reformering og cracking. Han foreslo å starte en gradvis konvergens av avgifter på råolje og mørke oljeprodukter. I utgangspunktet, sa Putin, foreslås det å redusere eksportavgiften på olje til 60 % og sette eksporttollsatsen på petroleumsprodukter til 66 % av eksporttollsatsen på råolje, og fra 2015 å oppnå like satser for fyringsolje og råolje. Putin sa at prosessen med å modernisere oljeraffinering bør tas under den mest nøye kontroll både av selskapene selv og under statlig kontroll, og alle selskaper bør sende inn spesifikke programmer for gjenoppbygging og utvikling av raffinerier.

I 2011 ble det inngått trepartsmoderniseringsavtaler (av oljeselskaper, regjeringen og Federal Antimonopoly Service), som fastsetter at Russland innen 2015 vil produsere rundt 180 millioner tonn lette oljeprodukter. Avtalene slo fast at under moderniseringen av raffineriet for perioden frem til 2020 skal oljeselskapene rekonstruere og bygge 124 sekundære prosessenheter ved raffineriet. Det russiske energidepartementet sørger for konstant kontroll og overvåker, innenfor sin kompetanse, implementeringen av programmer for å modernisere oljeraffineringskapasiteten og sette i gang nye raffineringskapasiteter for å oppfylle Putins instruksjoner fra 8. juli 2011 og 28. desember 2011.

I slutten av august 2011 undertegnet Putin regjeringsdekret nr. 716, som etablerte en ny prosedyre for beregning av eksporttoll på petroleumsprodukter. Resolusjonen ble vedtatt som en del av innføringen av den såkalte "60-66"-ordningen, designet for å stimulere utviklingen av industrien og øke dybden av oljeraffinering. Fra 1. oktober 2011 ble tollsatsene på eksport av mørke oljeprodukter (fyringsolje, benzen, toluen, xylener, vaselin, parafin og smøreoljer), samt på diesel, økt fra 46,7 % av denne ordningen. oljeavgiften til 66 %. Samtidig ble eksportavgiften på råolje under 60-66-ordningen redusert for å kompensere oljeselskapene for kostnadene de ville ha i forbindelse med avgiftsøkningen på petroleumsprodukter. Tidligere ble prisen beregnet ved å bruke formelen "oljepris basert på overvåking for forrige måned pluss 65% av forskjellen mellom denne prisen og $182 per 1 tonn ($25 per 1 fat - prisen tatt som den viktigste)", nå 60 % av prisforskjellen vises i formelen . I henhold til dekret nr. 716, fra 1. januar 2015, vil avgiften på mørke oljeprodukter øke til 100 % av avgiften på råolje, avgiften på lett olje endres ikke.

Moderniseringsprogrammet for raffineri for 2011 ble fullt ut implementert av oljeselskapene. Rosneft har rekonstruert fem oljeraffineringsenheter: en hydrokrakkingsenhet, en dived Kuibyshev-raffineriet og tre katalytiske reformeringsenheter ved Kuibyshev-, Syzran- og Komsomolsk-raffineriene. I tillegg, i 2011, ble en isomeriseringsenhet satt i drift før skjema ved OAO Slavneft-YaNOS-raffineriet med en kapasitet på 718 000 tonn per år. Ifølge resultatene fra 2011 ble drivstoffproduksjonsplanen, som lå til grunn for moderniseringsavtalene, til og med overoppfylt av selskapene. Så diesel ble produsert med 1,8 millioner tonn mer enn det ble annonsert. Anatoly Golomolzin, nestleder for FAS, sa: "Faktisk har russiske selskaper for første gang på mange år begynt å for alvor engasjere seg i oljeraffinering. De anså det ikke nødvendig å investere i modernisering i det hele tatt og foretrakk enklere måter. For eksempel produserte de fyringsolje og eksporterte den. Men etter at eksporttollene på mørke og lyse oljeprodukter ble utlignet, ble det ulønnsomt å kjøre fyringsolje. Nå, fra et økonomisk synspunkt, er det mer interessant å produsere produkter med en dypere grad av bearbeiding. Dessuten oppmuntrer dagens avgiftsordning oljeselskaper til å produsere lette oljeprodukter av høyere kvalitet.»
Fra våren 2012 pågikk det arbeid med å rekonstruere og bygge 40 enheter, hvor idriftsettelse er planlagt utført i perioden 2013-2015; bygging av sekundære prosessenheter planlagt for igangkjøring i 2016-2020 var hovedsakelig på planleggings- eller grunnleggende designstadiet.
I midten av 2012 ble det bemerket at moderniseringen av raffineriet foregikk innenfor rammen av det etablerte programmet.
På slutten av 2012 satte den russiske oljeraffineringsindustrien rekord for volumet av oljeraffinering de siste 20 årene og unngikk for første gang de siste fem eller seks årene høstkrisen i bensinmarkedet.
Kilder til artikkelen "Et oljeraffineri (Oil Refinery) er"
en.wikipedia.org - det frie leksikonet
ngfr.ru - alt om olje og gass
youtube.ru - video hosting
newchemistry.ru - flytdiagrammer av oljeraffinerier
ecotoc.ru - miljøteknologi
atexnik.ru - utdannings- og informasjonsportal
newsruss.ru - Russisk oljeraffineringsindustri
Russland, en av verdens ledende oljeprodusenter, har betydelig kapasitet for produksjon av "svart gull" raffinerte produkter. Anleggene produserer drivstoff, olje og petrokjemiske produkter, mens den totale årlige produksjonen av bensin, diesel og fyringsolje når titalls millioner tonn.
Omfanget av russisk oljeraffinering
For tiden opererer også 32 store oljeraffinerier og 80 flere minibedrifter i denne industrien i Russland. Den totale kapasiteten til landets raffinerier gir mulighet for å behandle 270 millioner tonn råvarer. Vi presenterer for din oppmerksomhet de 10 beste oljeraffineriene når det gjelder installert produksjonskapasitet. Foretakene på listen tilhører både statlige og private oljeselskaper.
1. Gazpromneft-ONPZ (20,89 millioner tonn)
Gazpromneft-ONPZ-bedriften er bedre kjent som Omsk Oil Refinery. Anlegget eies av Gazprom Neft (Gazproms struktur). Beslutningen om å bygge bedriften ble tatt i 1949, anlegget ble lansert i 1955. Den installerte kapasiteten når 20,89 millioner tonn, behandlingsdybden (forholdet mellom volumet av råvarer og antall produserte produkter) er 91,5%. I 2016 behandlet Omsk-raffineriet 20,5 millioner tonn olje. Pronedra skrev tidligere at selve behandlingen ved raffineriet i 2016 gikk ned i forhold til nivået i 2015.
I fjor ble det produsert 4,7 millioner tonn bensin og 6,5 millioner tonn diesel. I tillegg til drivstoff produserer anlegget bitumen, koks, syrer, tjære og andre produkter. I løpet av de siste årene, på grunn av modernisering av anlegg, har bedriften redusert mengden av utslipp til atmosfæren med 36%, innen 2020 er det planlagt å redusere graden av skadelig påvirkning på miljøet med ytterligere 28%. Totalt i løpet av de siste 20 årene har mengden av utslipp gått ned fem ganger.
2. Kirishinefteorgsintez (20,1 millioner tonn)
Kirishi Oil Refinery (Kirishinefteorgsintez, en bedrift fra Surgutneftegaz) med en kapasitet på 20,1 millioner tonn ligger i byen Kirishi, Leningrad-regionen. Igangkjøring fant sted i 1966. Faktisk behandler den i gjennomsnitt mer enn 17 millioner tonn olje med en dybde på 54,8 %. I tillegg til drivstoff og smøremidler produserer den ammoniakk, bitumen, løsemidler, gasser, xylener. I følge selskapet har det de siste årene, ifølge resultatene av analysen av 2,4 tusen prøver, ikke blitt identifisert overskridelser av standardene for utslipp av skadelige stoffer til den atmosfæriske luften. Ingen miljøbrudd ble funnet innenfor kontrollpunktene til den sanitære beskyttelsessonen til komplekset.
3. Ryazan Oil Refining Company (18,8 millioner tonn)
Det største raffineriet i Rosneft med en kapasitet på 18,8 millioner tonn - Ryazan Oil Refining Company (inntil 2002 - Ryazan Oil Refinery) - produserer bensin, diesel, flydrivstoff, kjelebrensel, bitumen til konstruksjons- og veiindustrien. Selskapet startet sin virksomhet i 1960. I fjor behandlet anlegget 16,2 millioner tonn råvarer med en dybde på 68,6 %, mens det produserte 15,66 millioner tonn produkter, inkludert 3,42 millioner tonn bensin, 3,75 millioner tonn diesel og 4,92 millioner tonn fyringsolje. I 2014 startet et miljøforskningssenter i virksomheten. Det er også fem miljølaboratorier. Skadelige utslipp har blitt målt siden 1961.
4. Lukoil-Nizegorodnefteorgsintez (17 millioner tonn)
En av lederne innen innenlandsk oljeraffinering, Lukoil-Nizhegorodnefteorgsintez-bedriften (eier - Lukoil), ligger i byen Kstovo, Nizhny Novgorod-regionen. Bedriften, hvis kapasitet for tiden når 17 millioner tonn, ble åpnet i 1958 og fikk navnet Novogorkovsky Oil Refinery.
Raffineriet produserer rundt 70 typer produkter, inkludert bensin og diesel, flydrivstoff, parafiner og oljebitumen. Lukoil-Nizhegorodnefteorgsintez er det eneste selskapet i Russland som produserer spiselige parafiner av hard type. Behandlingsdybden når 75%. Anlegget har et økologisk laboratorium, som inkluderer to mobile komplekser. Som en del av "Clean Air"-programmet er anleggets tanker utstyrt med pongtonger for å redusere mengden hydrokarbonutslipp til atmosfæren dusinvis av ganger. I løpet av de siste ti årene har gjennomsnittsindikatorene for miljøforurensning gått ned med en faktor tre.
5. Lukoil-Volgogradneftepererabotka (15,7 millioner tonn)
Volgograd (Stalingrad)-raffineriet, lansert i 1957, ble en del av Lukoil-selskapet i 1991 og fikk et nytt navn - Lukoil-Volgogradneftepererabotka. Anleggets kapasitet er 15,7 millioner tonn, den faktiske kapasiteten er 12,6 millioner tonn med en prosessdybde på 93 %. Nå produserer selskapet rundt syv dusin typer raffinerte produkter, inkludert motorbensin, diesel, flytende gasser, bitumen, oljer, koks og gassoljer. Ifølge Lukoil ble bruttoutslippene redusert med 44 % takket være implementeringen av miljøsikkerhetsprogrammet.
6. Slavneft-Yaroslavnefteorgsintez (15 millioner tonn)
Novo-Yaroslavl Oil Refinery (for tiden Slavneft-YANOS, eid i fellesskap av Gazprom og Slavneft) begynte å operere i 1961. Den nåværende installerte kapasiteten til anlegget er 15 millioner tonn råvarer, behandlingsdybden er 66%. Bedriften er engasjert i produksjon av motorbensin, diesel, drivstoff brukt i jetmotorer, et bredt spekter av oljer, bitumen, voks, parafiner, aromatiske hydrokarboner, fyringsolje og flytende gasser. I løpet av de siste 11 årene har Slavneft-Yaroslavnefteorgsintez forbedret kvaliteten på industriavløpene betydelig. Mengden avfall akkumulert før har gått ned med 3,5 ganger, og volumet av forurensende utslipp til atmosfæren - med 1,4 ganger.
7. Lukoil-Permnefteorgsintez (13,1 millioner tonn)
I 1958 ble Perm Oil Refinery satt i drift. Senere fikk det navn som Perm Oil Refinery, Permnefteorgsintez, og som et resultat, etter å ha blitt Lukoils eiendom, ble det omdøpt til Lukoil-Permnefteorgsintez. Kapasiteten til bedriften med en dybde av prosessering av råvarer på 88% når 13,1 millioner tonn. Lukoil-Permnefteorgsintez produserer et bredt spekter av produkter, inkludert dusinvis av varer - bensin, diesel, drivstoff til jetkraftverk, gassoljer, toluen, benzen, flytende hydrokarbongasser, svovel, syrer og petroleumskoks.
I henhold til forsikringene fra anleggets ledelse, implementerer virksomheten aktivt tiltak som gjør det mulig å utelukke utslipp av forurensende komponenter til miljøet utover de regulatoriske grensene. Alle typer oljeholdig avfall kastes ved bruk av spesielt moderne utstyr. I fjor vant anlegget konkurransen "Leader of Environmental Protection in Russia".
8. Gazprom Neft - Moskva-raffineriet (12,15 millioner tonn)
Moscow Oil Refinery (eid av Gazprom Neft), som i dag dekker 34 % av den russiske hovedstadens behov for oljeprodukter, ble bygget i 1938. Anleggets kapasitet når 12,15 millioner tonn med en prosessdybde på 75 %. Anlegget er hovedsakelig engasjert i drivstoffsegmentet - det produserer motordrivstoff, men produserer i tillegg bitumen. Flytende gasser for husholdnings- og fellesbehov, brennolje produseres også. Ifølge Gazpromneft-Moscow Refinery er selskapets miljøstyringssystem i samsvar med internasjonale standarder.
Siden 2014 har anlegget imidlertid gjentatte ganger vært i søkelyset på grunn av hydrogensulfidutslipp til den atmosfæriske luften i Moskva. Selv om det nevnte oljeraffineriet ifølge beredskapsdepartementet virkelig viste seg å være kilden til forurensning, ble de tilsvarende offisielle siktelsene ikke reist, og ytterligere tre dusin industrianlegg lokalisert i byen falt under mistanke. I 2017 rapporterte representanter for Moskva-raffineriet at det ikke var noen overskudd i forurensende utslipp på virksomhetens territorium. Husk at rådhuset i Moskva kunngjorde lanseringen av et overvåkingssystem for planteutslipp.
9. RN-Tuapse Refinery (12 millioner tonn)
RN-Tuapse-raffineriet er det eldste oljeraffineriet i Russland. Den ble bygget i 1929. Det unike med bedriften ligger også i det faktum at det er det eneste raffineriet i landet som ligger på Svartehavskysten. Eieren av RN-Tuapse Refinery er Rosneft Corporation. Anleggets kapasitet er 12 millioner tonn (faktisk behandles 8,6 millioner tonn råvarer per år), prosesseringsdybden er opptil 54%. Hovedutvalget av produserte produkter er bensin, inkludert teknologi, diesel, parafin til belysningsformål, fyringsolje og flytende gass. Ifølge administrasjonen ved anlegget klarte raffineriet å halvere mengden forurensende utslipp til atmosfæren på kort tid. Kvaliteten på avløpsvann er også brakt til nivået for fiskerireservoarer i den første kategorien.
10. Angarsk Petrochemical Company (10,2 millioner tonn)
I Angarsk, Irkutsk-regionen, er produksjonsanleggene til Angarsk Petrochemical Company, som spesialiserer seg på oljeraffinering, lokalisert. Komplekset inkluderer et oljeraffineri, kjemiske enheter, samt et anlegg for produksjon av oljer. Installert kapasitet - 10,2 millioner tonn, behandlingsdybde - 73,8%. Komplekset ble lansert i 1945 som en bedrift for produksjon av flytende kullbrensel, og i 1953 ble de første petrokjemiske anleggene satt i drift. Nå produserer selskapet bensin, diesel, parafin til fly, alkoholer, fyringsolje, svovelsyre og oljer. Som en del av gjennomføringen av miljøsikkerhetstiltak er det installert lukkede fakler for å nøytralisere avgasser, og et rebygges.
Ledere innen oljeraffinering: toppregioner og selskaper
Hvis vi snakker om den russiske oljeraffineringsindustrien som helhet, er den preget av en stor (opptil 90%) grad av konsolidering. Anleggene opererer hovedsakelig som en del av vertikalt integrerte selskaper.
De fleste av de eksisterende oljeraffineriene i Russland ble bygget tilbake i sovjetperioden. Fordelingen av oljeraffinerier etter region ble utført i henhold til to prinsipper - nærhet til forekomster av råvarer og i samsvar med behovet for å levere drivstoff og smøremidler og petrokjemiske produkter til spesifikke regioner i RSFSR, eller til naborepublikkene til USSR. Disse faktorene forutbestemte bildet av plasseringen av oljeraffineringskapasiteten på territoriet til den moderne russiske staten.
Det nåværende utviklingsstadiet av den innenlandske behandlingen av "svart gull" er preget ikke bare av en økning i kapasiteten, men også av en total modernisering av produksjonen. Sistnevnte gjør det mulig for russiske selskaper både å forbedre kvaliteten på produktene til nivået av de strengeste internasjonale standardene, og å øke dybden på behandlingen av råvarer, samt å minimere den negative påvirkningen på miljøet.
4.1 Installasjon av ELOU-AVT
Enheten er designet for å rense olje fra fuktighet og salter, og for primær destillasjon av olje til fraksjoner som brukes som råmateriale for videre prosessering. I tabellen. 4.1. og 4.2. materialbalansene til henholdsvis ELOU- og AVT-blokkene er gitt.
Anlegget består av tre blokker: 1. Demineralisering og dehydrering. 2. Atmosfærisk destillasjon. 3. Vakuumdestillasjon av fyringsolje.
Råstoffet i prosessen er olje.
Produkter: Gass, fraksjoner 28-70 o C, 70-120 o C, 120-180 o C, 180-230 o C, 230-280 o C, 280-350 o C, 350-500 o C, og fraksjon, koke over ved temperaturer over 500 o C.
Tabell 4.1
Materialbalanse av ELOU-blokken
Tabell 4.2
Materialbalanse av AVT-installasjonen
|
balanseposter |
potensielt innhold, |
Utvalg fra potensial i brøkdeler av enhet |
faktisk utvalg, | |
|
tusen tonn/år |
||||
|
mottatt: | ||||
|
Fraksjon 28-70 °C | ||||
|
Fraksjon 85-120 °C | ||||
|
Fraksjon 120-180 °C | ||||
|
Fraksjon 180-230 °C | ||||
|
Fraksjon 230-280 °C | ||||
|
Fraksjon 280-350 °C | ||||
|
Fraksjon 350-485 °C | ||||
|
Fraksjon >485 °C | ||||
4.2 Katalytisk reformering
Ved det planlagte raffineriet er den katalytiske reformeringsprosessen designet for å forbedre slagmotstanden til bensin.
Som råmateriale for reformering, bruker vi en bred straight-run bensinfraksjon 70 - 180 ºС fra CDU-AVT-enheten, samt visbreaking, forkoksing av bensin og hydrobehandlet strippebensin.
Modusen for katalytiske reformeringsinstallasjoner avhenger av typen katalysator, formålet med installasjonen og typen råmateriale. I tabellen. Tabell 4.3 viser ytelsen til en valgt UOP CCR-plattform katalytisk reformer med kontinuerlig katalysatorregenerering.
Tabell 4.3
Teknologisk modus for installasjon av katalytisk reformering fr. 70 - 180 °С
Disse installasjonene er mer økonomiske når det gjelder å redusere driftstrykket samtidig som de øker dybden av konvertering av råvarer. Moving bed reforming er den mest moderne industrielle prosessmodellen og gir konsekvent høyt bensinutbytte og oktantall, samt maksimalt hydrogenutbytte ved lav prosessgrad.
Vi vil bruke Axens HR-526 katalysator ved reformatoren. Katalysatoren er klorbefordret aluminiumoksyd med platina (0,23 vekt%) og rhenium (0,3 vekt%) jevnt fordelt over hele volumet. Katalysatorkulene har en diameter på 1,6 mm og et spesifikt overflateareal på 250 m 2 /g.
For å sikre en langsiktig driftssyklus av denne katalysatoren, må råmaterialet renses fra svovel-, nitrogen- og oksygenholdige forbindelser, noe som sikres ved å inkludere en hydrobehandlingsenhet i reformeren.
Produktene til den katalytiske reformatoren er:
Hydrokarbongass - inneholder hovedsakelig metan og etan, tjener som drivstoff for oljeraffineriovner;
Stabiliseringshode (hydrokarboner C 3 - C 4 og C 3 - C 5) - brukes som råmateriale for HFK av mettede gasser;
Katalysatet, hvis utgang er 84 % vekt. brukes som en komponent i motorbensin. Den inneholder 55 - 58 % vekt. aromatiske hydrokarboner og har et oktantall (OM) = 100 poeng;
4.3 Hydrobehandling
Prosessen er designet for å gi det nødvendige nivået av ytelsesegenskaper til lette destillater, råmateriale for katalytisk cracking, som i dag hovedsakelig bestemmes av miljøkrav. Kvaliteten på hydrobehandlingsprodukter er forbedret som et resultat av bruk av destruktive hydrogeneringsreaksjoner av svovel-, nitrogen- og oksygenholdige forbindelser og hydrogenering av umettede hydrokarboner.
Vi sender en brøkdel av diesel til hydrobehandlingsenheten, som koker bort i området 180 - 350 ºС. Sammensetningen av råstoffet til dieselbrenselhydrobehandleren inkluderer også lett koksgassolje. Basert på dataene i tabell. 1,6, er svovelinnholdet i denne fraksjon tatt lik 0,23 vekt-%. som i fraksjonen 200 - 350ºС.
Hovedparametrene for det teknologiske regimet til dieselbrenselhydrobehandleren er presentert i tabell. 4.4.
Tabell 4.4
Teknologisk modus for dieselbrenselhydrobehandleren
I verdenspraksis er aluminium-kobolt-molybden (ACM) og aluminium-nikkel-molybden (ANM) mest brukt i hydrogeneringsprosesser. AKM og ANM hydrobehandlingskatalysatorer inneholder 2–4 vekt%. Co eller Ni og 9-15 vekt-%. MoO 3 på aktiv y-aluminiumoksyd. Ved oppstartsoperasjoner eller ved begynnelsen av råsyklusen blir de utsatt for sulfidering (sulfurisering) i en strøm av H 2 S og H 2 , mens deres katalytiske aktivitet øker betydelig. I prosjektet vårt, ved vannbehandlingsenheten for diesel, vil vi bruke en innenlandsk katalysator av merket GS-168sh, med følgende egenskaper:
bulkdensitet ÷ 750 kg/m 3 ;
bærer ÷ aluminosilikat;
granulatdiameter ÷ 3 – 5 mm;
interregenerasjonsperiode ÷ 22 måneder;
total levetid ÷36 – 48 måneder.
Fabrikkens produkter er:
hydrobehandlet diesel;
strippet bensin - brukt som råmateriale for en katalytisk reformator, har et lavt (50 - 55) oktantall;
hydrogensulfid - sendes som råmateriale til produksjonsenheten for elementært svovel;
drivstoffgass.
Retningslinjene antyder at 100 % av råstoffet til dieselhydrobehandleren har følgende utbytte:
hydrobehandlet diesel - 97,1 vekt%;
destillert bensin - 1,1 % vekt.
Utgangen av hydrogensulfid i % vekt. på råvarer bestemmes av formelen
x i er utbyttet av hydrogenbehandlede produkter i fraksjoner av en enhet;
32 er atommassen til svovel.
Fraksjon 230-350 o C inneholder svovel 0,98 % vekt. Sammensetningen av råstoffet til dieselbrenselhydrobehandleren inkluderer også lett koksgassolje. Svovelinnholdet i miljøvennlig diesel er 0,01 vektprosent.
Produktutgang:
H 2 S \u003d 0,98-(0,01 * 0,971 + 0,01 * 0,011) * 34/32 \u003d 0,97 %
4.4 Gassfraksjoneringsanlegg (HFC)
Enheten er designet for å produsere individuelle lette hydrokarboner eller hydrokarbonfraksjoner med høy renhet fra raffinerigasser.
Gassfraksjoneringsanlegg er delt inn etter type bearbeidede råvarer i HFK av mettede og HFKer av umettede gasser.
Råmaterialet for HFKer av mettede gasser er gass og et AVT-stabiliseringshode blandet med stabiliseringshoder for katalytisk reformering av bensinfraksjonen og hydrokrakking av vakuumgassolje.
I tabellen. 4.5 viser prosessmodusen til HFK-mettede gasser.
Tabell 4.5
Teknologisk modus for HFC-destillasjonskolonner av mettede gasser
|
destillasjonskolonner |
Delte komponenter |
Bunntemperatur, °С |
Topptemperatur, °С |
Trykk, MPa |
|
K-1 (deethanizer) |
C2H6/C3H8+ | |||
|
K-2 (propan) |
C3H8/ΣC4H10+ | |||
|
K-3 (butan) |
ΣC4H10/ΣC5H12+ | |||
|
K-4 (isobutan) |
iso- C 4 H 10 / n- C4H10 | |||
|
K-5 (pentan) |
ΣC5H12/C6H14+ | |||
|
K-6 (isopentan) |
iso- C 5 H 12 / n- C 5 H 12 |
HFK-produkter av mettede gasser - smale hydrokarbonfraksjoner:
etan - brukt som et råmateriale for produksjon av hydrogen, samt et drivstoff for prosessovner;
propan - brukt som råmateriale for pyrolyse, flytende gass i husholdningen, kjølemiddel;
isobutan - fungerer som et råmateriale for alkyleringsanlegg og produksjon av syntetisk gummi;
butan - brukt som flytende husholdningsgass, et råmateriale for produksjon av syntetisk gummi, om vinteren tilsettes det kommersiell motorbensin for å gi det nødvendige mettede damptrykket;
isopentan - brukes som en komponent av høyoktan bensin;
pentan - er et råmateriale for katalytiske isomeriseringsprosesser.
Ved separering av umettede hydrokarbongasser brukes AGFU-enheter (absorpsjonsgassfraksjoneringsenhet). Deres kjennetegn er bruken av teknologi for absorpsjon av hydrokarboner C 3 og høyere av en tyngre hydrokarbonkomponent (fraksjoner C 5 +) for separering av tørr gass (C 1 - C 2) i K-1 kolonnen. Bruken av denne teknologien gjør det mulig å redusere temperaturene i kolonnene og dermed redusere sannsynligheten for polymerisering av umettede hydrokarboner. Råvarene til AGFU av umettede gasser er gasser fra sekundære prosesser, nemlig: katalytisk cracking, visbreaking og forkoksing.
Hovedparametrene for den teknologiske modusen til AGFU-installasjonen av umettede gasser er presentert i tabell. 4.6.
Tabell 4.6
Teknologisk modus for destillasjonskolonner AGFU av umettede gasser
|
destillasjonskolonner |
Delte komponenter |
Bunntemperatur, °С |
Tilførselstemperatur, °С |
Topptemperatur, °С |
Trykk, MPa |
|
K-1 (fraksjoneringsabsorber) |
C2-/ΣC3+ | ||||
|
K-2 (stabiliseringskolonne) |
ΣC 3 - ΣС 5 / ΣC 6 + | ||||
|
K-3 (propan) |
ΣC 3 / ΣC 4 + | ||||
|
K-4 (butan) |
ΣC 4 / ΣС 5 + |
Produktene fra prosessering av umettede hydrokarbonråvarer er følgende fraksjoner:
propan-propylen - brukt som råmateriale for polymerisasjons- og alkyleringsanlegg, produksjon av petrokjemiske produkter;
butan-butylen - brukes som råstoff for alkyleringsenheten for å produsere alkylat (en høyoktankomponent i kommersiell motorbensin).
4.5 Katalytisk isomerisering av lette bensinfraksjoner
Den katalytiske isomeriseringsenheten er utformet for å øke oktantallet til lett bensinfraksjon 28 - 70ºС i den sekundære bensindestillasjonsenheten ved å konvertere parafiner med normal struktur til deres isomerer med høyere oktantall.
Det er flere varianter av prosessen med katalytisk isomerisering av parafiniske hydrokarboner. Forskjellene deres skyldes egenskapene til katalysatorene som brukes, prosessbetingelsene, samt den vedtatte teknologiske ordningen ("per pass" eller med resirkulering av ukonverterte normale hydrokarboner).
Isomeriseringen av parafiniske hydrokarboner er ledsaget av sidereaksjoner med sprekking og disproporsjonering. For å undertrykke disse reaksjonene og opprettholde aktiviteten til katalysatoren på et konstant nivå, utføres prosessen ved hydrogentrykk på 2,0–4,0 MPa og sirkulasjon av en hydrogenholdig gass.
Det prosjekterte raffineriet bruker en lavtemperatur-isomeriseringsprosess. Parametrene for den teknologiske modusen for fraksjonisomerisering 28 - 70ºС er gitt i tabell. 4.7.
Tabell 4.7
Teknologisk modus for katalysatoren
isomerisering av lett bensinfraksjon
Under isomeriseringsprosessen n- alkaner, moderne bifunksjonelle katalysatorer brukes, hvor platina og palladium brukes som en metallkomponent, og fluorert eller klorert aluminiumoksid som bærer, samt aluminosilikater eller zeolitter innført i aluminiumoksidmatrisen.
Det foreslås å bruke en lavtemperatur-isomeriseringskatalysator basert på sulfatert zirkoniumoksyd SI-2 inneholdende platina 0,3-0,4 vekt% avsatt på alumina.
Hovedproduktet til enheten er isomerizat (OCM 82 - 83 poeng), brukt som en høyoktankomponent i motorbensin, ansvarlig for startegenskapene.
Sammen med isomerisatet får man i prosessen tørr mettet gass som brukes ved anlegget som drivstoff og råstoff for hydrogenproduksjon.
4.6 Bitumenproduksjon
Denne enheten ved det prosjekterte raffineriet er designet for å produsere vei- og anleggsbitumen.
Råmaterialet til bitumenproduksjonsanlegget er resten av vakuumdestillasjon av fyringsolje (tjære).
For produksjon av bitumen brukes følgende metoder:
dyp vakuumdestillasjon (innhenting av gjenværende råvarer);
oksidasjon av petroleumsprodukter med luft ved høy temperatur (oppnå oksidert bitumen);
blanding av gjenværende og oksidert bitumen.
Bord 4.8.
Tabell 4.8
Teknologisk modus for bitumenproduksjonsenheten med en oksiderende kolonne
veibitumen brukt i veibygging for fremstilling av asfaltbetongblandinger;
konstruksjonsbitumen brukt i ulike konstruksjonsarbeider, spesielt for vanntetting av bygningsfundamenter.
4.7 Katalytisk krakking med hydrobehandling
Den katalytiske krakkingsprosessen er en av de vanligste store, dype oljeraffineringsprosessene og bestemmer i stor grad den tekniske og økonomiske ytelsen til moderne og potensielle fyringsoljeraffinerier.
Prosessen er designet for å oppnå ytterligere mengder lette oljeprodukter - høyoktan bensin og diesel - ved nedbrytning av tungoljefraksjoner i nærvær av en katalysator.
Som et råmateriale for anlegget ved raffineriet som planlegges, brukes vakuumgassolje av direkte destillasjon av olje (fraksjon 350 - 500ºС) etter foreløpig oppgradering, som brukes som en katalytisk hydrobehandling fra skadelige urenheter - svovel, nitrogen og metaller.
Den katalytiske krakkingsprosessen er planlagt utført på en hjemmekrakkingsenhet med en G-43-107 stigerørreaktor på en mikrosfærisk zeolittholdig katalysator.
Hovedfaktorene som påvirker den katalytiske krakkingsprosessen er: egenskapene til katalysatoren, kvaliteten på råstoffet, temperaturen, varigheten av kontakten mellom råstoffet og katalysatoren, katalysatorens sirkulasjonshastighet.
Temperaturen i denne prosessen er regulatoren for dybden av den katalytiske krakkingsprosessen. Når temperaturen stiger, øker utbyttet av gass, og mengden av alle andre produkter avtar. Samtidig er kvaliteten på bensin litt forbedret på grunn av aromatisering.
Trykket i reaktor-regeneratorsystemet holdes nesten konstant. En økning i trykk forverrer selektiviteten til sprekking noe og fører til en økning i gass- og koksdannelse.
I tabellen. 4.9 viser indikatorene for den teknologiske modusen til den katalytiske crackingsenheten med en stigerørsreaktor.
Tabell 4.9
Teknologisk modus for den katalytiske krakkingsenheten
|
Prosessforhold |
etablert norm |
|
Temperatur, ºС | |
|
i reaktoren | |
|
i regeneratoren | |
|
Trykk, MPa | |
|
i reaktoren | |
|
i regeneratoren | |
|
Massematingshastighet av råvarer, h -1 | |
|
Katalysator sirkulasjonshastighet | |
Katalysatorer for moderne katalytiske krakkingsprosesser utført ved høye temperaturer er komplekse flerkomponentsystemer som består av en matrise (bærer), en aktiv komponent - zeolitt, og hjelpeaktive og inaktive tilsetningsstoffer. Syntetisk amorft aluminiumsilikat med høyt spesifikt overflateareal og optimal porestruktur brukes hovedsakelig som matrisemateriale for moderne katalysatorer. Vanligvis, i industrielle amorfe aluminiumsilikater, er innholdet av aluminiumoksid i området 6–30 vekt%. Den aktive komponenten i crackingskatalysatorer er en zeolitt, som er et aluminosilikat med en tredimensjonal krystallstruktur med følgende generelle formel
Me 2 / n O Al 2 O 3 x SiO 2 på H 2 O,
som gjør det mulig å utføre sekundære katalytiske transformasjoner av rå hydrokarboner med dannelse av endelige målprodukter. Hjelpeadditiver forbedrer eller gir noen spesifikke fysisk-kjemiske og mekaniske egenskaper til cracking av zeolittholdige aluminosilikatkatalysatorer (CSC). Som promotere som intensiverer regenereringen av en forkokset katalysator, ble platina påført i lave konsentrasjoner (<0,1 %мас.) непосредственно на ЦСК или на окись алюминия с использованием как самостоятельной добавки к ЦСК.
På enheten for katalytisk cracking vil vi bruke en innenlandsk katalysator av merket KMTs-99, med følgende egenskaper:
bensinutbytte ÷ 52 - 52,5 vekt%;
oktantall (IM) ÷ 92;
katalysatorforbruk ÷ 0,4 kg/t råstoff;
gjennomsnittlig partikkelstørrelse ÷ 72 mikron;
bulkdensitet ÷ 720 kg/m 3 .
Produktene til den katalytiske krakkingsenheten er:

I dette prosjektet er råstoffet til den katalytiske crackingsenheten en del av den direkte oljefraksjonen 350 - 500 ° C med et svovelinnhold på 1,50 vekt%.
For å beregne utbyttet av hydrogensulfid i prosessen med hydrobehandling av vakuumgassolje, tar vi svovelinnholdet i produktene og utbyttet av produktene som følger:
hydrobehandlet vakuumgassolje - 94,8 vekt%;
destillert bensin - 1,46 % vekt.
Hydrobehandlingsprodukter inkluderer også: brenngass, hydrogensulfid og tap.

Hvor S 0 – svovelinnhold i råstoffet, vekt-%;
S Jeg– svovelinnhold i sluttproduktene av prosessen, vekt-%;
X Jeg er utbyttet av hydrogenbehandlede produkter i fraksjoner av en enhet;
34 - molekylvekt av hydrogensulfid;
32 er atommassen til svovel.
H 2 S \u003d (1,50– (0,2 * 0,948 + 0,2 * 0,014) * 34/32 \u003d 1,26 %
4.8 Koksing
Enheten er designet for å produsere petroleumskoks, for å produsere ytterligere mengder lette oljeprodukter fra tungoljerester.
Råmaterialet til forkoksingsenheten er en del av tjæren (resten fra vakuumdestillasjonen av brennolje) med en forkoksingskapasitet på 9,50 vekt%. og et svovelinnhold på 0,76 vekt%.
Ved det prosjekterte raffineriet vil forkoksingsprosessen utføres ved en forsinket (semi-kontinuerlig) forkoksingsenhet (DCU).
I tabellen. 4.10 viser den teknologiske modusen til ultralydtestenheten.
Tabell 4.10
Teknologisk modus for ultralydtestenheten
Produktene til anlegget er:
petroleumskoks - brukt i produksjon av anoder for aluminiumsmelting og grafittelektroder, for produksjon av elektrolytisk stål, brukt i produksjon av ferrolegeringer, kalsiumkarbid;
gass og stabiliseringshode - inneholder hovedsakelig umettede hydrokarboner og brukes som råmateriale for HFK av umettede hydrokarboner;
bensin - inneholder opptil 60% umettede hydrokarboner, er ikke kjemisk stabil nok, RONM = 60 - 66 poeng, etter dyp hydrobehandling brukes den som råmateriale for en katalytisk reformer;
lett gassolje - fungerer som en komponent i diesel;
tung gassolje er en komponent i kjelebrensel.
4.9 Visbreaking
Enheten er designet for å redusere viskositeten til tungoljerester for å oppnå en komponent av stabilt kjelebrensel.
Råmaterialet for visbreaking er tjære (fraksjon > 500 °C) fra vakuumenheten til CDU-AVT-enheten.
Ved det prosjekterte raffineriet bruker vi en visbreaking enhet med et eksternt reaksjonskammer. Ved visbreaking av denne retningen oppnås den nødvendige graden av råvareomdannelse ved et mildere temperaturregime (430–450 °C), et trykk på ikke mer enn 3,5 MPa og lang oppholdstid (10–15 min).
Produktene til anlegget er:
gass - brukt som drivstoffgass;
bensin - karakteristisk: OCMM = 66 - 72 poeng, svovelinnhold - 0,5 - 1,2 vekt%, inneholder mange umettede hydrokarboner. Brukes som reformerende råstoff;
sprukket rest - brukes som en komponent i kjelebrensel, har høyere brennverdi, lavere flytepunkt og viskositet enn straight-run fyringsolje.
4.10 Alkylering
Formålet med prosessen er å oppnå bensinfraksjoner med høy stabilitet og slagmotstand ved å bruke omsetning av isobutan med olefiner i nærvær av en katalysator.
Råstoffet til anlegget er isobutan og butat-butylenfraksjon fra HFC-enheten av umettede gasser.
Alkyleringsprosessen er tilsetning av butylen til parafin for å danne det tilsvarende hydrokarbon med høyere molekylvekt.
Ved det prosjekterte raffineriet bruker vi en svovelsyrealkyleringsenhet. Termodynamisk er alkylering en lavtemperaturreaksjon. Temperaturgrensene for industriell svovelsyrealkylering er fra 0 ° С til 10 ° С, siden ved temperaturer over 10–15 ° С begynner svovelsyre å intensivt oksidere hydrokarboner.
Trykket i reaktoren velges på en slik måte at alt hydrokarbonråstoff eller hoveddelen er i flytende fase. Trykket i industrielle reaktorer er i gjennomsnitt 0,3 - 1,2 MPa.
Svovelsyre brukes som en alkyleringskatalysator. Valget av dette stoffet skyldes dets gode selektivitet, lette å håndtere flytende katalysator, relativ billighet, lange sykluser med anleggsdrift på grunn av muligheten for regenerering eller kontinuerlig påfyll av katalysatoraktivitet. For alkylering av isobutan med butylener bruker vi 96 - 98 % H 2 SO 4 . Produktene til anlegget er:

4.11 Svovelproduksjon
Hydrogensulfid, frigjort fra prosessgasser fra termohydrokatalytiske prosesser for prosessering av en gitt olje, brukes ved raffinerier for produksjon av elementært svovel. Den vanligste og mest effektive industrielle metoden for å produsere svovel er Claus katalytisk oksidativ omdannelse av hydrogensulfid.
Claus-prosessen utføres i to trinn:
trinn av termisk oksidasjon av hydrogensulfid til svoveldioksid i reaktorovnen
trinn for katalytisk omdannelse av hydrogensulfid og svoveldioksid i R-1- og R-2-reaktorene
Den teknologiske modusen til installasjonen er presentert i tabellen. 4.12.
Tabell 4.12
Teknologisk modus for svovelproduksjonsenheten
|
Prosessforhold |
etablert norm |
|
Overtrykk, MPa | |
|
Temperatur, ºС | |
|
i reaktorovnen | |
|
ved utløpet av spillvarmekjeler | |
|
ved inngangen til R-1-reaktoren | |
|
ved utløpet av R-1-reaktoren | |
|
ved R-2 reaktorens innløp | |
|
ved utløpet av R-1-reaktoren |
Vi bruker aktivt aluminiumoksid som katalysator, med gjennomsnittlig levetid på 4 år.
Svovel er mye brukt i den nasjonale økonomien - i produksjon av svovelsyre, fargestoffer, fyrstikker, som vulkaniseringsmiddel i gummiindustrien, etc.
4.12 Hydrogenproduksjon
Den utbredte introduksjonen av hydrogenering og hydrokatalytiske prosesser ved det foreslåtte raffineriet krever en stor mengde hydrogen, i tillegg til det som tilføres fra den katalytiske reformatoren.
Hydrogenbalansen for det anslåtte raffineriet med dyp prosessering av Teplovskaya-olje er presentert i tabell. 4.13.
Tabell 4.13
Hydrogenbalanse for raffinerier med dyp
behandling av Teplovskaya-olje i den kullførende horisonten.
For produksjon av hydrogen bruker vi, som den mest kostnadseffektive metoden, metoden for dampkatalytisk konvertering av gassråmaterialer.
Samspillet mellom metan (eller dets homologer) med vanndamp fortsetter i henhold til ligningene
Tabell 4.14
Fordeling av straight-run fraksjoner av Teplovskaya-olje ved teknologiske prosesser, % vekt.
|
Navn |
Faktisk utvalg, % vekt. for olje |
katalytisk isomerisering |
Katalytisk reformere for å oppnå høyoktan bensin |
Hydrobehandling av diesel |
katalytisk cracking |
Forsinket koksing |
Visbreaking |
Bitumenproduksjon |
|||
|
Oljefraksjoner: | |||||||||||
|
gass + tilbakeløp | |||||||||||
|
Fraksjon 28-70 °C | |||||||||||
|
Fraksjon 70-120 °C | |||||||||||
|
Fraksjon 120-180 °C | |||||||||||
|
Fraksjon 180-230 °C | |||||||||||
|
Fraksjon 230-280 °C | |||||||||||
|
Fraksjon 280-350 °C | |||||||||||
|
Fraksjon 350-500 °C | |||||||||||
|
Fraksjon over 500 °C | |||||||||||
|
Produktivitet for rettkjørte råvarer, tusen tonn i år |
REFINERIORDNING

Moskva-raffineriet (JSC "Gazpromneft-MNPZ") - et oljeraffineri av Gazprom Neft - er et av de største raffineriene i landet når det gjelder oljeraffinering.
Om MNPZ
I mange år har Moscow Oil Refinery trygt forsvart sin posisjon som ledende innen produksjon av diesel, høyoktanbensin og veibitumen. Naturligvis har anlegget en betydelig innvirkning på den generelle økonomiske situasjonen i regionen, siden det er den største skattebetaleren i Moskva-regionen. Organisasjonen regnes med rette som en av de mest vellykkede og lovende i hovedstaden på grunn av det faktum at den fullt ut gir en tredjedel av drivstoffmarkedet med sine egne produkter.
For øyeblikket inkluderer utvalget av produkter produsert av anlegget 30 varer, blant dem:
- motor bensin;
- diesel drivstoff;
- flybensin;
- flydrivstoff;
- innenlands flytende gass;
- vei bitumen;
- oljer og fyringsolje;
- brennbare gasser;
- petroleumskoks og andre.
Den materielle og tekniske støtten til bedriften vitner om ledelsens seriøse tilnærming til produksjonsprosessen. Hvert stadium av oljeraffinering er ledsaget av bruk av moderniserte installasjoner og innovative teknologier. Til disposisjon for de ansatte ved institusjonen er moderne installasjoner for destillasjon av olje og bensin, reformering og katalytisk krakking, hydrobehandling av bensinfraksjoner, fakkel og kombinerte installasjoner.
Kontinuerlig forskning rettet mot å forbedre effektiviteten av produksjonsprosesser utføres samtidig i 6 laboratorier i Moskva-raffineriet:
- Olje testing og forskning;
- Forskning av ulike drivstoff og bitumen;
- Studier av gasser og svovel;
- Kontroll av råvareprodukter fra oljeraffinering;
- Kjemisk forskning av avløpsvann og atmosfærisk luft;
- Arbeidsflytovervåking.
Siden 2011 har Gazprom Neft gjennomført en omfattende modernisering av Moskva-oljeraffineriet med en total kostnad på mer enn 250 milliarder rubler. Anlegget kvitter seg konsekvent med utdaterte produksjonsanlegg og introduserer aktivt moderne industrikomplekser. Takket være de gjennomførte prosjektene har selskapet allerede redusert sin miljøpåvirkning med 50 %. Formålet med modernisering er å oppnå de beste standardene for effektiv produksjon og miljøsikkerhet.
Offisiell side
Mer detaljert informasjon om aktivitetene til Moscow Oil Refinery finner du på den offisielle nettsiden.
Her kan du også bli kjent med bedriftens historie, lovverket som styrer dens funksjon, se rapporter om utført arbeid, lese siste nytt.

I tillegg, i den spesielle delen "Karriere" kan du se listen over ledige stillinger og bli kjent med bestemmelsene i eksisterende programmer for å tiltrekke deg unge fagfolk.
Kontakter MNPZ: adresse, telefon, offisiell nettside

OLJE REFINERI, REFINERI (a. oljeraffineri; n. Erdolraffinerie, Erdolverarbeitungswerk; f. raffinerie de petrole; og. refineria de petroleo), - en industribedrift som produserer flytende brensel, oljer, bitumen, koks, parafin, ceresin fra råolje , aromatiske hydrokarboner, organiske syrer, svovel eller svovelsyre, løsningsmidler og petrokjemiske råvarer. Raffineriet utfører avsalting, dehydrering og stabilisering av råolje, primær (atmosfærisk og vakuum) destillasjon av olje, selektiv raffinering, avvoksing og etterbehandling av oljer, tjæreasfaltering, katalytisk reformering, hydrobehandling, hydrocracking, forsinket koksing, katalytisk krakking, isobutancracking. alkylering med olefiner, isomerisering og gassfraksjonering.
Det første oljeraffineriet i Russland ble bygget ved Ukhta-elven i 1745. Et oljeraffineri med batch stills ble bygget for første gang i verden av livegnebrødrene Dubinins i Nord-Kaukasus nær Mozdok i 1823. Det første raffineriet ble bygget i 1849 i Titesville (Pennsylvania). I 1869 var det 23 oljeraffinerier i Baku. Ved hjelp av VG Shukhovs dyse begynte man i 1880 å bruke fyringsolje som brensel for dampkjeler. På grunnlag av vakuumdestillasjon av brennolje begynte man å oppnå smøreoljer. Siden 1891 har kontinuerlige rørraffinerier blitt brukt. I 1913 behandlet Russland 9 millioner tonn olje, hovedsakelig i Baku og Groznyj, samt i Yaroslavl, Fergana og Balakhna. I 1918-40 ble det bygget oljeraffinerier i Ufa, Ishimbay, Syzran og Kuibyshev. I 1937 ble 26,4 millioner tonn olje behandlet i USSR.
Raffineriet inkluderer: oljemottakspunkter, oljetanker, pumpestasjoner, teknologiske oljeinstallasjoner, parker av mellomprodukter, teknologiske rørledninger, vareparker, hjelpeanlegg, vann- og strømforsyningstjenester.
Raffinerier bruker oljeraffineringsteknologier: drivstoff med grunn oljeraffinering, drivstoff med dyp oljeraffinering, drivstoff og olje, drivstoff og petrokjemi. I henhold til de to første produseres bensin, luftfart og belysning parafin, diesel og gassturbindrivstoff, oppvarming og kjelebrensel (lyseffekt i henhold til den første ordningen er ikke mer enn 40-45%, kjelebrensel opptil 50-55% , ifølge den andre - opptil 72-75%, produseres kjeledrivstoff kun for raffineriets egne behov). I henhold til brennoljeordningen, i tillegg til drivstoff, oppnås smøreoljer, parafiner og ceresiner, bitumen og koks produseres på grunnlag av asfalt og ekstrakter. I henhold til drivstoff- og petrokjemisk ordningen har raffineriet en spesiell petrokjemisk produksjon (se Petrokjemisk kompleks).
Raffineriteknologi inkluderer: elektro-avsalting for å fjerne overflødig vann og salter fra olje, primær destillasjon for å oppnå drivstoff og oljefraksjoner, sekundær destillasjon av bensin for å oppnå smale bensinfraksjoner og høyoktan bensin, katalytisk reformering for å oppnå aromatiske hydrokarboner og høyoktan. komponenter av motorbensin, ekstraksjon av aromatiske hydrokarboner (benzen, toluen, xylen), hydrobehandling fra heteroatomiske forbindelser av parafin og dieselfraksjoner, vakuumdestillater, oljer, straight-run og sekundære bensiner, forsinket forkoksing av tunge rester for å oppnå petroleumskoks, katalytisk cracking av tunge gassoljefraksjoner for å oppnå høyoktankomponenter av bensin og råvarer for produksjon av sot, olefinholdige gassfraksjoner, hydrocracking av tungt råstoff ved forhøyet hydrogentrykk for å oppnå ytterligere mengder lette oljeprodukter. For produksjon av høyoktankomponenter i bil- og flybensin fra lette hydrokarbonfraksjoner (butan-butylen, propan-propylen, isobutan), alkyleres isobutan med olefiner. Isomerisering av lavere parafiniske hydrokarboner (butan, pentan, heksan, lette bensinfraksjoner) utføres for å oppnå høyoktankomponenter av motorbensin og råvarer for produksjon av syntetisk gummi, gassfraksjonering av raffinerigasser - for å produsere lette hydrokarbonfraksjoner av høy renhet. Produksjonen av oljer består av rensing med selektive løsemidler (tjæreasfaltering, løsemiddelbehandling av deasfaltert olje og vakuumdestillat), avvoksing av selektive raffinater og hydrogenering eller kontaktetterbehandling av avvoksede oljer. Produksjon av parafiner inkluderer isolering av flytende parafiner fra dieselfraksjoner ved ureaavvoksing eller adsorpsjon på molekylsikter, produksjon av faste parafiner ved avolje av slakk eller petrolatum, som er biprodukter fra oljeavvoksing, eller fra destillater av høyparafinholdige oljer filterpressing og svette, og etterbehandling med svovelsyre, adsorpsjon eller hydrogeneringsmetoder. For å oppnå bitumen utføres dyp vakuumdestillasjon av fyringsolje og høytemperaturoksidasjon av resten med luft.
De viktigste metodene som brukes ved raffinerier er rektifisering, cracking, reformering, hydrobehandling, hydrocracking, deasfaltering, selektiv ekstraksjon, avvoksing, adsorpsjon.
I USSR er kapasiteten til enkeltenheter ved raffinerier (millioner tonn/år): primæroljedestillasjon 0,6-6; hydrogenbehandlingsdrivstoff 0,9-2; katalytisk krakking 0,25-2; katalytisk reformering 0,3-1; forkoksing 0,6; bitumenproduksjon 0,125-0,75; deasfaltering 0,25; kontaktrensing av oljer 0,33; selektiv rensing 0,265-0,6; avparafinisering av oljer 0,25; gassfraksjonering 0,4.
Den totale kapasiteten til raffinerier i de utviklede kapitalistiske landene er omtrent 3 milliarder tonn per år, hvorav 34,5% er i Vest-Russland, 25,5% i USA og 9,4% i Japan. 38 % av alle raffinerier er lokalisert i USA. Amerikanske raffinerier i 1983 produserte (millioner tonn): 273,5 bensin, 49,4 parafin og jetdrivstoff, 124,6 diesel, 10,9 oljer, 36,4 bitumen, 16,6 koks.