რა იწარმოება ნავთობგადამამუშავებელ ქარხანაში. როგორ კეთდება, როგორ მუშაობს, როგორ მუშაობს
ქარხანა არის სამრეწველო საწარმო, რომელიც ამუშავებს ნავთობს.
ნავთობგადამამუშავებელი ქარხანა - ნავთობისა და ნავთობპროდუქტების გადამამუშავებელი სამრეწველო საწარმო
გააფართოვეთ შინაარსი
კონტენტის ჩაკეცვა
ნავთობგადამამუშავებელი ქარხანა (Oil Refinery) არის განმარტება
ნავთობგადამამუშავებელი ქარხანაასამრეწველო საწარმო
ნავთობგადამამუშავებელი ქარხანაასამრეწველო საწარმო, რომლის ძირითადი ფუნქციაა ნავთობის გადამუშავება ბენზინში, საავიაციო ნავთი, მაზუთი, დიზელის საწვავი, საპოხი ზეთები, საპოხი მასალები, ბიტუმი, ნავთობის კოქსი, ნავთობქიმიური ნედლეული. გადამამუშავებელი ქარხნის წარმოების ციკლი, როგორც წესი, შედგება ნედლეულის მომზადებისგან, ნავთობის პირველადი დისტილაციისა და ნავთობის ფრაქციების მეორადი დამუშავებისგან: კატალიზური კრეკინგი, კატალიზური რეფორმირება, კოქსირება, ბლანტი, ჰიდროკრეკინგი, ჰიდროპროცესი და მზა ნავთობპროდუქტების კომპონენტების შერევა.
დღესდღეობით გადამამუშავებელი პროდუქციის ძირითადი სახეობებიაბენზინი, დიზელის საწვავი, ნავთი, მაზუთი.
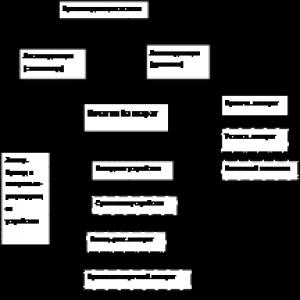
ნავთობგადამამუშავებელი ქარხნები (გადამამუშავებელი ქარხნები) არის ნავთობის გადამამუშავებელი ერთეულების ერთობლიობა, ასევე დამხმარე და ტექნიკური მომსახურება, რომელიც უზრუნველყოფს საწარმოს ნორმალურ ფუნქციონირებას და ნავთობპროდუქტების წარმოებას. გადამამუშავებელი ქარხნები აწარმოებენ ნავთობპროდუქტებს და ნედლეულს ნავთობქიმიკატებისთვის, ბოლო წლებში ასევე სამომხმარებლო საქონელს. ქარხნის ძირითადი მახასიათებლებია: გადამუშავების სიმძლავრე, პროდუქციის დიაპაზონი და გადამუშავების სიღრმე.
გადამამუშავებელი სიმძლავრე. თანამედროვე ნავთობგადამამუშავებელი ქარხნები ხასიათდება როგორც მთლიანი საწარმოს (წელიწადში მილიონ ტონაში გამოთვლილი) ასევე ტექნოლოგიური პროცესების მაღალი სიმძლავრით. გადამამუშავებელი ქარხნის სიმძლავრე დამოკიდებულია ბევრ ფაქტორზე, უპირველეს ყოვლისა, ნავთობპროდუქტების საჭიროებაზე მათი მოხმარების ეკონომიკურ სფეროში, ნედლეულისა და ენერგორესურსების ხელმისაწვდომობაზე, ტრანსპორტირების მანძილსა და მეზობელ მსგავსი საწარმოების სიახლოვეს. წელიწადში 5-15 მლნ ტონა ნავთობის გადამამუშავებელ ქარხნებთან ერთად არის გიგანტური ქარხნები, რომლებიც ამუშავებენ წელიწადში 20-25 მლნ ტონას, მცირე ქარხნები კი 3-5 მლნ ტონას წელიწადში.
წარმოებული ნავთობპროდუქტების ასორტიმენტი. წარმოებული ნავთობპროდუქტების ასორტიმენტი, როგორც წესი, მოიცავს ასამდე ნივთს. წარმოებული პროდუქციის მიხედვით, გადამამუშავებელი ქარხნები ჩვეულებრივ კლასიფიცირდება შემდეგ ჯგუფებად: საწვავის პროფილის გადამამუშავებელი ქარხნები, საწვავის ნავთობგადამამუშავებელი ქარხნები, საწვავის ნავთობქიმიური გადამამუშავებელი ქარხნები (პეტროქიმიური ქარხნები), საწვავის-ზეთოვანი-პეტროქიმიური ქარხნები. საწვავის პროფილის გადამამუშავებელი ქარხნები ყველაზე გავრცელებულია, რადგან საავტომობილო საწვავი მოხმარების ყველაზე დიდ პროცენტს შეადგენს. ნავთობპროდუქტების კომპლექსური დამუშავება (ანუ საწვავი-ზეთი-პეტროქიმიური) უფრო ეფექტურია, ვიდრე უაღრესად სპეციალიზებული გადამუშავება, მაგალითად, წმინდა საწვავი.
ნავთობგადამამუშავებელი ქარხნების მახასიათებლები
ნავთობგადამამუშავებელი ქარხნები ხასიათდება ნავთობის გადამუშავების ვარიანტითა და მისი სიღრმით. გადამამუშავებელი ქარხნის დიზაინის ეტაპზე ინდიკატორების მეორე ჯგუფი განსაზღვრავს გარკვეული ტექნოლოგიების არჩევანს შესაბამისი საბაზრო პროდუქტების მისაღებად ნავთობის გადამუშავების ვარიანტები: საწვავი, საწვავი-ზეთი და საწვავი-პეტროქიმიური, ნავთობი და გაზი.


ქარხნის პროფილები
დღეს პროფილებს შორის საზღვრები ბუნდოვანია, საწარმოები უფრო უნივერსალური ხდება. მაგალითად, გადამამუშავებელ ქარხნებში კატალიზური კრეკინგის არსებობა შესაძლებელს ხდის პროპილენისგან პოლიპროპილენის წარმოების დამყარებას, რომელიც მნიშვნელოვანი რაოდენობით მიიღება კრეკინგის დროს, როგორც გვერდითი პროდუქტი.
რუსეთის ნავთობგადამამუშავებელი ინდუსტრიაში ნავთობგადამამუშავებელი ქარხნების სამი პროფილი გამოირჩევა ნავთობის გადამუშავების სქემიდან გამომდინარე: საწვავი, საწვავი-ზეთი, საწვავი-პეტროქიმიური.


საწვავის პროფილის ქარხანა
საწვავის პროფილის გადამამუშავებელი ქარხნების ძირითადი პროდუქტებია სხვადასხვა სახის საწვავი და ნახშირბადის მასალები: ძრავის საწვავი, საწვავი, აალებადი აირები, ბიტუმი, ნავთობის კოქსი და ა.შ.
დანადგარების კომპლექტი მოიცავს: აუცილებლად - ზეთის დისტილაციას, რეფორმირებას, ჰიდროგადამუშავებას; დამატებით - ვაკუუმური დისტილაცია, კატალიზური კრეკინგი, იზომერიზაცია, ჰიდროკრეკინგი, კოქსირება და ა.შ.
გადამამუშავებელი ქარხნების მაგალითები: მოსკოვის ქარხანა, აჩინსკის გადამამუშავებელი ქარხანა და ა.შ.

დანადგარების კომპლექტი მოიცავს: აუცილებლად - ზეთის დისტილაციას, რეფორმირებას, ჰიდროგადამუშავებას; დამატებით - ვაკუუმური დისტილაცია, კატალიზური კრეკინგი, იზომერიზაცია, ჰიდროკრეკინგი, კოქსირება და ა.შ. საწვავის პროფილის გადამამუშავებელ ქარხანაში ძირითადი პროდუქტებია სხვადასხვა სახის საწვავი და ნახშირბადის მასალები: საავტომობილო საწვავი, საწვავი, წვადი აირები, ბიტუმი, ნავთობის კოქსი, და ა.შ. ELOU-დან დეზალტირებული ზეთი მიეწოდება ატმოსფერული ვაკუუმური დისტილაციის განყოფილებას, რომელიც რუსულ გადამამუშავებელ ქარხნებში არის შემოკლებით AVT - Atmospheric Vacuum Tubular. ეს სახელი განპირობებულია იმით, რომ ნედლეულის გათბობა ფრაქციებად დაყოფამდე ხორციელდება მილის ღუმელების ხვეულებში საწვავის წვის სიცხისა და გრიპის აირების სიცხის გამო.
AVT იყოფა ორ ბლოკად - ატმოსფერული და ვაკუუმური დისტილაცია.
1. ატმოსფერული დისტილაცია
ატმოსფერული დისტილაცია განკუთვნილია მსუბუქი ნავთობის ფრაქციების შერჩევისთვის - ბენზინი, ნავთი და დიზელი, დუღილის 360 ° C-მდე, რომლის პოტენციური მოსავლიანობა ნავთობისთვის არის 45-60%. ატმოსფერული დისტილაციის დანარჩენი ნაწილი არის მაზუთი.

პროცესი მოიცავს ღუმელში გაცხელებული ზეთის ცალკეულ ფრაქციებად გამოყოფას დისტილაციის სვეტში - ცილინდრული ვერტიკალური აპარატი, რომლის შიგნით მდებარეობს საკონტაქტო მოწყობილობები (ფირფიტები), რომლის მეშვეობითაც ორთქლი მოძრაობს მაღლა და სითხე ქვევით. ნავთობგადამამუშავებელი თითქმის ყველა ქარხანაში გამოიყენება სხვადასხვა ზომის და კონფიგურაციის დისტილაციის სვეტები, მათში ფირფიტების რაოდენობა მერყეობს 20-დან 60-მდე. სითბო მიეწოდება სვეტის ქვედა ნაწილს და სითბოს ამოღებულია სვეტის ზედა ნაწილიდან. და ამიტომ აპარატში ტემპერატურა თანდათან იკლებს ქვემოდან ზევით. შედეგად, ბენზინის ფრაქცია ამოღებულია სვეტის ზემოდან ორთქლის სახით, ხოლო ნავთის და დიზელის ფრაქციების ორთქლი კონდენსირდება სვეტის შესაბამის ნაწილებში და იხსნება, მაზუთი რჩება თხევადი და ტუმბოს. სვეტის ქვედა მხრიდან.
2. ვაკუუმური დისტილაცია
ვაკუუმური დისტილაცია შექმნილია საწვავის პროფილის გადამამუშავებელ ქარხნებში საწვავის ზეთიდან ნავთობის დისტილატების მოსაპოვებლად, ან საწვავის პროფილის გადამამუშავებელ ქარხნებში ნავთობის ფართო ფრაქციის (ვაკუუმური გაზის ზეთი). ვაკუუმური დისტილაციის დარჩენილი ნაწილი არის ტარი.

ვაკუუმში ნავთობის ფრაქციების შერჩევის აუცილებლობა განპირობებულია იმით, რომ 380°C-ზე ზემოთ ტემპერატურაზე იწყება ნახშირწყალბადების თერმული დაშლა (კრეკინგი), ხოლო ვაკუუმური ბენზინის დუღილის დასასრული არის 520°C ან მეტი. ამიტომ დისტილაცია ტარდება ნარჩენი წნევით 40-60 მმ Hg. არტ., რომელიც საშუალებას გაძლევთ შეამციროთ მაქსიმალური ტემპერატურა აპარატში 360-380 ° C-მდე. სვეტში ვაკუუმი იქმნება შესაბამისი აღჭურვილობის გამოყენებით, ძირითადი მოწყობილობებია ორთქლის ან თხევადი ეჟექტორები.
3. ბენზინის სტაბილიზაცია და მეორადი გამოხდა

ატმოსფერულ ერთეულზე მიღებული ბენზინის ფრაქცია შეიცავს აირებს (ძირითადად პროპანს და ბუტანს) იმ მოცულობით, რომელიც აღემატება ხარისხის მოთხოვნებს და არ შეიძლება გამოყენებულ იქნას არც ძრავის ბენზინის კომპონენტად და არც კომერციული პირდაპირი ბენზინის სახით. გარდა ამისა, გადამამუშავებელი პროცესები, რომლებიც მიზნად ისახავს ბენზინის ოქტანური რაოდენობის გაზრდას და არომატული ნახშირწყალბადების წარმოებას, ნედლეულად იყენებენ ბენზინის ვიწრო ფრაქციებს. სწორედ ამიტომ ხდება ამ პროცესის ჩართვა ნავთობის გადამუშავების ტექნოლოგიურ სქემაში, რომლის დროსაც ხდება თხევადი აირები გამოხდილი ბენზინის ფრაქციისგან და გამოხდილი ხდება 2-5 ვიწრო ფრაქციად შესაბამისი რაოდენობის სვეტებში.ცივი ნედლეული. , რის გამოც პროცესის საწვავი ზოგავს წყლისა და ჰაერის გამაგრილებელში და ამოღებულია წარმოებიდან. სითბოს გაცვლის მსგავსი სქემა გამოიყენება სხვა გადამამუშავებელ ერთეულებში.თანამედროვე პირველადი გადამამუშავებელი დანადგარები ხშირად კომბინირებულია და შეიძლება მოიცავდეს ზემოთ ჩამოთვლილ პროცესებს სხვადასხვა კონფიგურაციებში. ასეთი დანადგარების სიმძლავრე შეადგენს 3-დან 6 მილიონ ტონამდე ნედლი ნავთობს წელიწადში, ქარხნებში შენდება რამდენიმე პირველადი გადამამუშავებელი ქარხანა, რათა თავიდან იქნას აცილებული ქარხნის სრული გათიშვა, როდესაც ერთ-ერთი ბლოკი სარემონტოდ არის გაყვანილი.

საწვავის და ნავთობის პროფილის გადამამუშავებელი ქარხანა
საწვავის და ზეთის პროფილის გადამამუშავებელ ქარხანაში, სხვადასხვა სახის საწვავისა და ნახშირბადის მასალების გარდა, იწარმოება საპოხი მასალები: ნავთობის ზეთები, საპოხი მასალები, მყარი პარაფინები და ა.შ.
დანადგარების კომპლექტი მოიცავს: დანადგარები საწვავის წარმოებისთვის და დანადგარები ზეთებისა და საპოხი მასალების წარმოებისთვის.
მაგალითები: ომსკის ნავთობგადამამუშავებელი ქარხანა, Yaroslavnefteorgsintez, Lukoil-Nizhegorodnefteorgsintez და ა.შ.
ვოლგოგრადის, რიაზანისა და ფერღანას გადამამუშავებელი ქარხნები მუშაობენ ნაკადის სქემის მიხედვით (ნავთობის ვერსია). საწვავის ვარიანტისგან განსხვავება იმაში მდგომარეობს, რომ არ ხდება ტარის თერმული გატეხვის პროცესი და მაზუთი იგზავნება ზეთის ბლოკში, სადაც მას აშორებენ მისგან თანმიმდევრული პროცესების დროს (დისტილატების შემთხვევაში: ვაკუუმური დისტილაცია, შერჩევითი გაწმენდა). , დევაქსირება, ჰიდროპროცედურება (ნარჩენების შემთხვევაში სელექციური გაწმენდის პროცესს წინ უძღვის დეასფალტირება )) მიიღება დისტილატი და ნარჩენი ბაზის ზეთები, ასევე პარაფინი და ცერეზინი (მათი ზეთოვანი გაჟონვის დროს).

ქარხნის საწვავი და ნავთობქიმიური პროფილი
საწვავსა და ნავთობქიმიურ გადამამუშავებელ ქარხანაში, სხვადასხვა სახის საწვავი და ნახშირბადის მასალების გარდა, იწარმოება ნავთობქიმიური პროდუქტები: პოლიმერები, რეაგენტები და ა.შ.
დანადგარების ნაკრები მოიცავს: დანადგარები საწვავის წარმოებისთვის და დანადგარები ნავთობქიმიური პროდუქტების წარმოებისთვის (პიროლიზი, პოლიეთილენის, პოლიპროპილენის, პოლისტიროლის წარმოება, რეფორმირება, რომელიც მიმართულია ინდივიდუალური არომატული ნახშირწყალბადების წარმოებაზე და ა.შ.).
მაგალითები: Salavatnefteorgsintez; უფანეფტეხიმი.

ნავთობქიმიური ან რთული ნავთობის გადამუშავება საწვავთან და ზეთებთან ერთად უზრუნველყოფს ნავთობქიმიური ნედლეულის: არომატული ნახშირწყალბადების, პარაფინების, პიროლიზის ნედლეულის და ა.შ., აგრეთვე ნავთობქიმიური სინთეზის პროდუქტების წარმოებას. Angarskaya NHC, Yaroslavnefteorgsintez. ნავთობის გადამუშავების ამ ვარიანტის მახასიათებელია ის, რომ არ ხდება თერმული კრეკინგის პროცესი (საწვავის ვარიანტთან შედარებით), მაგრამ არსებობს პიროლიზის პროცესი. ამ პროცესის ნედლეული არის ბენზინი და დიზელის საწვავი. მიიღება უჯერი ნახშირწყალბადები: ალკენები და ალკადიენები (ეთილენი, პროპილენი, იზობუტილენი, ბუტენები, იზოამილენი, ამილენი, ციკლოპენტადიენი), რომლებიც შემდეგ ექვემდებარება ექსტრაქციას და დეჰიდროგენაციას (სამიზნე პროდუქტებია დივინილი და იზოპრენი), ასევე არომატული ნახშირწყალბადები (ტოლუბენზენი). ეთილბენზოლი, ქსილენები).
ნედლეულის მომზადება ქარხანაში კატალიზური კრეკინგის პროცესისთვის
კატალიზური კრეკინგის პროცესისთვის საკვების მომზადების მიზანია ჰეტეროატომური ნაერთების, უპირველეს ყოვლისა გოგირდისა და აზოტის მოცილება და პარაფინ-ნაფთენური ნახშირწყალბადების შემცველობის გაზრდა. ნედლეულის განახლება შესაძლებელს ხდის პროცესის ნედლეულის ბაზის გაზრდას და გოგირდის დაბალი შემცველობით ბენზინის გაზრდილი მოსავლიანობის უზრუნველყოფას კოქსის მინიმალური გამოსავლით.
ყველაზე ეკონომიური პროცესებია ვაკუუმური გაზის ზეთის ჰიდროგამუშავება და ჰიდროკონვერსია. ვაკუუმური გაზის ზეთის ჰიდრო დამუშავება შესაძლებელს ხდის მასში მხოლოდ ჰეტეროატომური ნაერთების შემცველობის შემცირებას. ამიტომ, ეს პროცესი გამოიყენება მსუბუქი გაზზეთებისთვის, რომლებიც დუღს 360-500°C დიაპაზონში და შეიცავს დაახლოებით 50% პარაფინ-ნაფთენურ ნახშირწყალბადებს. ჰიდროკონვერტაციაში გამოიყენება ორი ტიპის კატალიზატორი, რომელიც, პირველ რიგში, შესაძლებელს ხდის გოგირდისა და აზოტის ნაერთების ამოღებას ნედლეულიდან დუღილის წერტილით 600 ° C-მდე და, მეორეც, განახორციელოს არომატული ნახშირწყალბადების ჰიდროგენიზაცია. შედეგი არის ჰიდროპროცედური ვაკუუმური გაზის ზეთი (HVGO) გოგირდის შემცველობით არაუმეტეს 0,2% წონით. და პარაფინ-ნაფთენური ნახშირწყალბადების მაღალი შემცველობა (60-70%), რომელთა კატალიზური კრეკინგი იძლევა ბენზინის მაღალ მოსავლიანობას და კოქსის მინიმალურ გამოსავლიანობას.
მსხვილ გადამამუშავებელ ქარხნებში, რომელთა ნავთობის სიმძლავრე აღემატება 12 მილიონ ტონას/წლიურად, ტარდება ტარის დეასფალტირების პროცესები პროპანით ან მსუბუქი ბენზინით, მაზუთის თერმული ადსორბციული დეასფალტირება და მაზუთის ჰიდროკონვერსია სამფაზიან სისტემაში (კატალიზატორი - მაზუთი - წყალბადი) ასევე გამოიყენება კატალიზური კრეკინგის საკვების მოსამზადებლად. 12 მილიონ ტონაზე ნაკლები სიმძლავრის ქარხნებისთვის ეს პროცესები წამგებიანია.
კატალიზური კრეკინგი პროდუქტები. კატალიზური კრეკინგის პროცესში წარმოიქმნება შემდეგი პროდუქტები (ცხრილი 3.4): მშრალი გაზი, პროპან პროპილენისა და ბუტილენის ფრაქციები, სტაბილური ბენზინი, მსუბუქი გაზის ზეთი და ქვედა პროდუქტი (მძიმე გაზის ზეთი).

ძირითად ფრაქციონერში იწარმოება მსუბუქი და მძიმე გაზის ზეთები. დარჩენილი პროდუქტები იზოლირებულია გაზის ფრაქციების განყოფილებაში გოგირდის ნაერთებისგან შემდგომი გაწმენდით, მაგალითად, მეროქსის სექციებში. მიღებული პროდუქციის გამოსავალი და ხარისხის მაჩვენებლები მოცემულია ცხრილებში.

კატალიზური კრეკინგის ნახშირწყალბადის აირები შეიცავს მინიმუმ 75-80% ცხიმოვან აირებს - პროპანიდან და პროპილენიდან პენტანამდე და ამილენამდე. გარდა ამისა, ისინი შეიცავს 25-40% იზომერულ (განტოტულ) ნახშირწყალბადებს. მაშასადამე, ისინი ღირებულ ნედლეულს წარმოადგენენ მრავალი ნავთობქიმიური სინთეზის პროცესისთვის.მშრალი გაზი წყალბადის სულფიდიდან მონოეთანოლამინით (MEA) გამოყოფის და გაწმენდის შემდეგ გაზის ფრაქციების განყოფილებაში იგზავნება გადამამუშავებელი საწვავის ქსელში.მერკაპტანების ამოღება ბენზინიდან, პროპანიდან. პროპილენისა და ბუტანის ბუტილენის ფრაქციები გვხვდება 4000 და 5000 განყოფილებებში კატალიზატორის, ტუტესა და ჟანგბადის თანდასწრებით 40-50°C ტემპერატურაზე. რეაქციის შედეგად: ძლიერი კოროზიული აქტივობა, ისინი გადაიქცევიან დისულფიდებად - თითქმის ნეიტრალურ ნაერთებად. როგორც რეაქციიდან ჩანს, პროდუქტებში გოგირდის მთლიანი შემცველობა არ იცვლება.
პროპან-პროპილენის ფრაქცია შეიძლება გამოყენებულ იქნას პოლიპროპილენისა და იზოპროპილის სპირტის დასამზადებლად, თუმცა მასზე დაფუძნებული დიიზოპროპილის ეთერის (DIPE) წარმოება, მაღალი ოქტანის ჟანგბადის შემცველი კომპონენტი საავტომობილო ბენზინებისთვის, უფრო მიმზიდველია Mozyr Oil Refinery-ისთვის. ბუტან-ბუტილენის ფრაქცია ასევე გამოყენებული იქნება ბენზინის ღირებული მაღალოქტანური კომპონენტის - ალკილატის წარმოებისთვის. ეს არის იზობუტანის ალკილირების ერთეულის პროდუქტი ბუტილენებით. გარდა ამისა, ბუტან-ბუტილენის ფრაქცია შეიძლება გაიგზავნოს მეთილის მესამეული ბუტილ ეთერის (MTBE), პოლიმერული მასალების და ბუტილ სპირტების სინთეზისთვის. ბენზინი არის MSCC პროცესის სამიზნე პროდუქტი და გამოიყენება როგორც კომპონენტი ყველა ბრენდის მოსამზადებლად. კომერციული ბენზინი. მას აქვს (ცხრილი 3.6) საკმაოდ მაღალი სიმკვრივე - 742-დან 745 კგ/მ3-მდე და ოქტანური რიცხვი - 92-დან 94 ქულამდე (კვლევის მეთოდის მიხედვით). ეს უკანასკნელი განპირობებულია ალკენების (10-18% წონით.) და არენების (20-30% წონით.) მნიშვნელოვანი შემცველობით. გარდა ამისა, მის შემადგენლობაში შემავალი ალკანები, ალკენები და არენები მინიმუმ 65% შედგება იზომერული ნახშირწყალბადებისგან მაღალი ოქტანური რიცხვით. ამრიგად, კატალიზური კრეკინგი ბენზინი მნიშვნელოვნად განსხვავდება ქიმიური შემადგენლობით სხვა ნავთობგადამამუშავებელი პროცესების მსგავსი პროდუქტებისგან. სტაბილური ბენზინის მახასიათებელი მოცემულია ცხრილში 3.6.

მსუბუქი გაზის ზეთი და ქვედა პროდუქტი, რომლის მოსავლიანობა და თვისებები ნაჩვენებია ცხრილში 3.7, ჩვეულებრივ გამოიყენება ქვაბის საწვავის კომპონენტებად. ისინი შეადგენს 50-80% წონას. შედგება არომატული ნახშირწყალბადებისგან.

მსუბუქი გაზის ზეთის დაბალი ცეტანური რაოდენობა ზოგადად გამორიცხავს მის გამოყენებას დიზელის საწვავის კომპონენტად. თუმცა, საჭიროების შემთხვევაში, კატალიზური კრეკინგი შეიძლება განხორციელდეს რბილ რეჟიმში (შემცირებული ტემპერატურა და კატალიზატორის ცირკულაციის სიხშირე რეაქტორში). ამ შემთხვევაში მსუბუქი გაზის ზეთის ცეტანური რაოდენობა იზრდება და აღწევს 30-35 ქულას.
ქვედა პროდუქტი (მძიმე გაზის ზეთი, ბზარის ნარჩენები) ადუღდება 350°C-ზე მაღალ ტემპერატურაზე. მასში და მსუბუქ გაზზე პოლიციკლური არომატული ნახშირწყალბადების მაღალმა შემცველობამ შეიძლება ისინი გახადოს ცალკეული მყარი არენების (ნაფთალინი და ფენანთრენი), აგრეთვე ნახშირბადის შავი (ჭვარტლის) წარმოებისთვის ნედლეულის მიღების წყარო. ამისათვის ფრაქცია 280-420°C, რომელიც იზოლირებულია კატალიზური კრეკინგი გაზზეთებისგან, ექვემდებარება სელექციურ გაწმენდას, რასაც მოჰყვება დეარომატიზებული რაფინატის და არომატული კონცენტრატის წარმოება. ეს უკანასკნელი არის ნედლეული ნახშირბადის წარმოებისთვის.
MSCC კომპლექსში წარმოებული წყალბადის სულფიდი გამოდის ელემენტარული გოგირდის წარმოების განყოფილებაში გაჯერებული მონოეთანოლამინის ხსნარში (MEA). გოგირდწყალბადის გამოსავალი შეადგენს ნედლეულში გოგირდის შემცველობის 40-50%-ს.
ნახშირწყალბადის ნედლეულის კატალიზური კრეკინგის დროს წარმოიქმნება ქვეპროდუქტი - კოქსი, რომელიც რეგენერატორში იწვება ჰაერის ნაკადში და გადაიქცევა გრიპის აირებად. კოქსის გამოსავლიანობა დამოკიდებულია ტექნოლოგიური რეჟიმის პარამეტრებზე და ნედლეულის ხარისხზე და შეადგენს 4,1-4,6% წონით. ნედლეულზე.

ნავთობის დისტილაცია ნავთობგადამამუშავებელ ქარხანაში
მარილების და წყლის ამოღების შემდეგ, ELOU-ში მომზადებული ზეთი მიეწოდება პირველადი დისტილაციის განყოფილებებს დისტილატურ ფრაქციებად, მაზუთსა და ტარად გამოსაყოფად. მიღებული ფრაქციები და ნარჩენები, როგორც წესი, არ აკმაყოფილებს GOST-ის მოთხოვნებს კომერციული ნ/ა-სთვის, ამიტომ მათი გასაუმჯობესებლად, ასევე ნავთობის გადამუშავების გასაღრმავებლად, AT და AVT ერთეულებში მიღებული პროდუქტები გამოიყენება ნედლად. მასალები მეორადი (დესტრუქციული) პროცესებისთვის.
ნავთობის პირველადი დისტილაციის ტექნოლოგიას აქვს მრავალი ფუნდამენტური მახასიათებელი ნედლეულის ბუნებისა და მიღებული პროდუქტების მოთხოვნების გამო. ზეთს, როგორც დისტილაციის ნედლეულს, აქვს შემდეგი თვისებები:
აქვს უწყვეტი ნაკადი
მძიმე ფრაქციებისა და ნარჩენების დაბალი თერმული მდგრადობა, რომლებიც შეიცავს მნიშვნელოვან რაოდენობას კომპლექსური დაბალასტაბილური ფისოვანი-ასფალტენის და გოგირდის, აზოტის და ორგანული მეტალის ნაერთებს, რაც მკვეთრად აუარესებს n/a-ს ოპერატიულ თვისებებს და აფერხებს მათ შემდგომ დამუშავებას. ვინაიდან მძიმე ფრაქციების თერმული მდგრადობის ტემპერატურა დაახლოებით შეესაბამება დიზელის საწვავსა და საწვავის ზეთს შორის ნავთობის გამიჯვნის ტემპერატურულ ზღვარს ITC მრუდის მიხედვით, ზეთის პირველადი დისტილაცია მაზუთზე ჩვეულებრივ ხორციელდება ატმოსფერულ წნევაზე, ხოლო დისტილაცია საწვავის ზეთი ვაკუუმში. ასევე, ეს არჩევანი განპირობებულია არა მხოლოდ მძიმე ნავთობის ფრაქციების თერმული სტაბილურობით, არამედ მთლიანად გამოყოფის პროცესის ტექნიკური და ეკონომიკური მაჩვენებლებით. ზოგიერთ შემთხვევაში, ნავთობის გაყოფის ტემპერატურული ზღვარი განისაზღვრება ნარჩენების ხარისხის მოთხოვნებით; დიზელის საწვავის ფრაქციის დაახლოებით ნახევარი მიიღება საწვავის ზეთით ქვაბის საწვავის წარმოებისთვის.
ბოლო წლების განმავლობაში, დიზელის საწვავის რესურსების გაფართოების მიზნით, ისევე როგორც კატალიზური კრეკინგი - ყველაზე მნიშვნელოვანი და ათვისებული პროცესი, რომელიც აღრმავებს ნავთობის გადამუშავებას - AT და AVT ერთეულებში, დიზელის ფრაქციის უფრო ღრმა არჩევანი და ვაკუუმური გაზის ზეთი, შესაბამისად, ტარდება და ქვაბის საწვავის მისაღებად მოცემული სიბლანტის, მძიმე ვაკუუმური დისტილაციის ნარჩენების სიბლანტის პროცესი. ამრიგად, ნავთობის გაყოფის ტემპერატურული საზღვრის დასაბუთებისა და არჩევის საკითხი დამოკიდებულია საწვავის ზეთის გადამუშავების ტექნოლოგიური სქემების ვარიანტებზე და ზოგადად ნავთობის გადამუშავების ვარიანტებზე. ჩვეულებრივ, ნავთობისა და მაზუთის დისტილაცია ხორციელდება, შესაბამისად, ატმოსფერულ წნევაზე და ვაკუუმში ნედლეულის გაცხელების მაქსიმალურ (დაბზარვის გარეშე) ტემპერატურაზე მსუბუქი ფრაქციების ორთქლით მოცილებით. დისტილაციის ნარჩენების რთული შემადგენლობა ასევე მოითხოვს მათგან დისტილატური ფრაქციების მკაფიო განცალკევების ორგანიზებას, ნედლეულის ერთჯერადი აორთქლების დროს მაღალეფექტური ფაზის გამოყოფის ჩათვლით. ამისათვის დაყენებულია ბაფლის ელემენტები, რაც შესაძლებელს ხდის ორთქლის ნაკადის მიერ წვეთების შეწოვის თავიდან აცილებას.

ბრინჯი. ატმოსფერული სვეტის სქემატური დიაგრამები ნავთობის დისტილაციისთვის (a) და ვაკუუმური სვეტის საწვავის ზეთის დისტილაციისთვის (b):
1 - დენის განყოფილება; 2 - გამოყოფის განყოფილება; 3- რთული სვეტი; 4-გვერდიანი მოხსნის სექციები; 5-ქვედა მოხსნის განყოფილება;
ღუმელში გაცხელებული ზეთი შედის კომპლექსური მე-3 სვეტის კვების განყოფილებაში 1, სადაც აორთქლდება ერთხელ მაზუთისგან დისტილატური ფრაქციის ორთქლის გამოყოფის განყოფილებაში 2. ორთქლები, რომლებიც ამოდის საკვების განყოფილებიდან რეფლუქსის რეფლუქსისკენ, რექტიფიკაციით გამოიყოფა სამიზნე ფრაქციებად, ხოლო მსუბუქი დუღილის ფრაქციები გამოყოფილია საწვავის ზეთიდან ორთქლის ამოღების გამო ქვედა ამოღების განყოფილებაში 5. გვერდითი ზოლების დაბალი დუღილის ფრაქციების ამოღება ხორციელდება გვერდითი მოხსნის განყოფილებებში (სვეტები) 4 წყლის ორთქლით ან "ყრუ" გათბობით. სარწყავი კომპლექსურ სვეტში 3 იქმნება ორთქლის კონდენსაციის შედეგად სვეტის ზედა ნაწილში და მის შუალედურ მონაკვეთებში. ანალოგიურად არის ორგანიზებული მაზუთის ვაკუუმ სვეტში გამოყოფის პროცესი, კომპლექსური სვეტის კვების განყოფილებაში ეფექტური ფაზური გამოყოფა მიიღწევა სპეციალური თხევადი სეპარატორების დაყენებით და ორთქლის ნაკადის გამდინარე სითხით გამორეცხვით. ამისათვის, სვეტის მუშაობის რეჟიმი შეირჩევა ისე, რომ ფლეგმა Fn მიედინება რთული სვეტის ქვედა განცალკევების განყოფილებიდან ქვედა ამოღების განყოფილებაში, რომლის რაოდენობა განპირობებულია ერთჯერადი აორთქლების გარკვეული სიჭარბით. თუ ავიღებთ ერთჯერადი აორთქლების სიჭარბის სიჩქარეს Fn = (0,05-0,07) F, მაშინ ნედლეულის გამოხდის ფრაქცია Fn-ით მეტი უნდა იყოს, ვიდრე დისტილატური ფრაქციის შერჩევისას, ფისოვანი-ასფალტენის რაოდენობა. გოგირდოვანი და ორგანული ნაერთები მრეწველობაში გამოყენებული დისტილაციის სვეტები შესაძლებელს ხდის დისტილაციური ფრაქციების გამოყოფის საჭირო ხარისხით უზრუნველყოფას ოპტიმალური სითბოს მოხმარებით, რომელიც საჭიროა ისეთი ენერგო ინტენსიური პროცესებისთვის, როგორიცაა ნავთობისა და მაზუთის პირველადი დისტილაცია.
ნავთობის პირველადი დისტილაციის ერთეულების კლასიფიკაცია გადამამუშავებელ ქარხნებში
ნავთობის პირველადი დისტილაციის ერთეულების ტექნოლოგიური სქემები ჩვეულებრივ შეირჩევა ნავთობის გადამუშავების კონკრეტული ვარიანტისთვის:
საწვავი,
საწვავი და ზეთი.
ნავთობის არაღრმა დამუშავების შემთხვევაში საწვავის ვარიანტის მიხედვით, მისი დისტილაცია ხორციელდება AT ერთეულებზე (ატმოსფერული მილის მილები); ღრმა დამუშავებისთვის - საწვავის ოფციონის AVT ერთეულებში (ატმოსფერულ-ვაკუუმური მილები) და ზეთის ვარიანტის მიხედვით დამუშავებისთვის - ზეთის ვარიანტის AVT ერთეულებზე. ნავთობის გადამუშავების ვარიანტიდან გამომდინარე, მიიღება საწვავის და ნავთობის ფრაქციების განსხვავებული დიაპაზონი, ხოლო ზედაპირული საწვავის ვარიანტის მქონე AT ერთეულებში მიიღება საავტომობილო საწვავის კომპონენტები და ნარჩენი საწვავის ზეთი (ქვაბის საწვავი). ღრმა საწვავის ვარიანტის მიხედვით, ატმოსფეროში მიიღება ბენზინი, ნავთი და დიზელის ფრაქციები, ხოლო მაზუთი ექვემდებარება შემდგომ დამუშავებას ვაკუუმური დისტილაციის განყოფილებებში ფართო დისტილატური ფრაქციისა და ტარის გამოყოფით, რასაც მოჰყვება მათი დაბზარვა. და AVT. დიდი ერთეულის სიმძლავრით, მიზანშეწონილია გამოიყენოთ პირველადი დისტილაციის ერთეულის კომბინირებული ტექნოლოგიური სქემა, რომელიც უზრუნველყოფს ნავთობისგან ფართო და ვიწრო ნავთობის ფრაქციების ერთდროულ ან ცალკე წარმოებას საწვავის ფრაქციებთან ერთად. ასეთი დანადგარების ძირითადი ტექნოლოგიური სქემები ნაჩვენებია ნახ. ამ სქემის მიხედვით, ნავთობის გადამუშავება ტარდება სამ ეტაპად: ატმოსფერული დისტილაცია საწვავის ფრაქციების და მაზუთის მისაღებად, მაზუთის ვაკუუმური დისტილაცია ნავთობის ვიწრო ფრაქციებისა და ტარის მისაღებად და მაზუთის და ტარის ნარევის ვაკუუმური დისტილაცია, ან ფართო ნავთობის ფრაქციის და მძიმე ნარჩენების მისაღებად, რომელიც გამოიყენება ტარის წარმოებისთვის.

ბრინჯი. ნახ. 2. პირველადი ზეთის დისტილაციის ერთეულების სქემატური დიაგრამები ზედაპირული გადამუშავებისთვის საწვავის ვარიანტის მიხედვით AT (a), საწვავის ვარიანტი ღრმა გადამუშავებისთვის ABT (b) და საწვავის ზეთის ვარიანტი (c):
1 - ატმოსფერული სვეტი; 2-გაშიშვლების განყოფილება; 3- ვაკუუმის სვეტი;
I-ზეთი; II-მსუბუქი ბენზინი; III-ნახშირწყალბადის გაზი; IV-მძიმე
ბენზინი; V- წყლის ორთქლი; VI- ნავთი; VII-მსუბუქი დიზელის საწვავი; VIII-მძიმე დიზელის საწვავი; IX - მაზუთი; X-არაკონდენსირებადი აირები და წყლის ორთქლი ვაკუუმ სისტემაში; XI - ფართო ნავთობის ფრაქცია; XII - tar; XIII - მსუბუქი ზეთის დისტილატი; XIV-საშუალო ზეთის დისტილატი; XV - მძიმე ზეთის დისტილატი.
ვაკუუმური დისტილაციის ორი ეტაპის გამოყენება ფართო და ვიწრო ზეთის ფრაქციების ერთდროული ან ცალკეული წარმოებით AVT ერთეულებს აძლევს მნიშვნელოვან ტექნოლოგიურ მოქნილობას. 3.

ბრინჯი. 3. AVT ინსტალაციის კომბინირებული სქემა:
1 - ელექტრო დეჰიდრატორი; 2 - სტაბილიზაციის სვეტი; 3-ატმოსფერული სვეტი;
4 - გაშიშვლების განყოფილება; 1-ლი ეტაპის 5-ვაკუუმის სვეტი; 6-ვაკუუმის სვეტი II ეტაპი;
1-ზეთი; II - მსუბუქი სტაბილური ბენზინი; III-თხევადი გაზი; IV-ნახშირწყალბადის გაზი; V- მძიმე ბენზინი; VI-წყლის ორთქლი; VII-ნავთი; VIII - მსუბუქი დიზელის საწვავი; IX-მძიმე დიზელის საწვავი; X-light ვაკუუმი გაზის ზეთი; XI - არაკონდენსირებადი აირები და წყლის ორთქლი ვაკუუმ სისტემაში; XII - მსუბუქი ზეთის დისტილატი; XIII - საშუალო ზეთის დისტილატი; XIV - მძიმე ნავთობის დისტილატი; XV - ტარი (დეასფალტისთვის); XVI - ფართო ნავთობის ფრაქცია; XVII-წონიანი ტარი (ასფალტი).
ნავთობის პირველადი დისტილაციის პროდუქტები გადამამუშავებელ ქარხნებში
ზეთის შემადგენლობიდან, მისი დამუშავების ვარიანტიდან და საწვავის და ზეთის ფრაქციების სპეციალური მოთხოვნებიდან გამომდინარე, პირველადი ნავთობის დისტილაციის ერთეულების პროდუქტების შემადგენლობა შეიძლება განსხვავებული იყოს. ასე რომ, ტიპიური აღმოსავლური ზეთების დამუშავებისას მიიღება შემდეგი ფრაქციები (პირობითი დუღილის ლიმიტებით სამიზნე კომპონენტების უპირატესი შემცველობის მიხედვით): ბენზინი ნ.კ. - 140 (180) 0С, ნავთი 140 (180)-240 °С, დიზელი 240-350 0С, ვაკუუმ დისტილატი (გაზი ზეთი) 350-490 °С (500 °С) ან ვიწრო ვაკუუმური ზეთის ზოლები 350-40-400, 450 და 450-500 0С, მძიმე ნარჩენი > 500 °С - tar. საწვავის და ნავთობის ფრაქციების გამოსავლიანობა, პირველ რიგში, დამოკიდებულია ზეთის შემადგენლობაზე, ანუ ზეთებში სამიზნე ფრაქციების პოტენციურ შემცველობაზე. მაგალითად, ცხრილში. ცხრილი 8.1 გვიჩვენებს მონაცემებს რომაშკინოს და სამოტლორის ზეთებიდან საწვავის და ზეთის ფრაქციების გამოსავლიანობის შესახებ, რომლებიც განსხვავდება საწვავის ფრაქციების პოტენციური შემცველობით - ამ ზეთებში 350 ° C-მდე ფრაქციების შემცველობა არის დაახლოებით 46 და 50% (მაისი), შესაბამისად (ცხრილი 8.1) განვიხილოთ ნავთობისა და მაზუთის პირველადი დისტილაციის პროდუქტების გამოყენების მიმართულებები ნახშირწყალბადის გაზი ძირითადად შედგება პროპანისა და ბუტანისგან. პროპან-ბუტანის ფრაქცია გამოიყენება როგორც ნედლეული გაზის ფრაქციული ქარხნისთვის, მისგან ცალკეული ნახშირწყალბადების იზოლირებისთვის და საშინაო საწვავის წარმოებისთვის. ნავთობის პირველადი დისტილაციის ტექნოლოგიური რეჟიმისა და ხელსაწყოების მიხედვით, პროპან-ბუტანი-ახალი ფრაქცია შეიძლება მიღებულ იქნას თხევად ან აირად მდგომარეობაში. -180 °C გამოიყენება ნედლეულად ბენზინის მეორადი დისტილაციისთვის (მეორადი რექტიფიკაცია) ნავთის ფრაქცია 120-240 0C გაწმენდის ან განახლების შემდეგ გამოიყენება რეაქტიული საწვავად; ფრაქცია 150-300 0C - როგორც განათების ნავთი ან დიზელის საწვავი კომპონენტი. დიზელის საწვავის ფრაქცია 180-350 °C გაწმენდის შემდეგ გამოიყენება დიზელის საწვავად; შესაძლებელია მსუბუქი (ზამთრის) და მძიმე (ზაფხულის) დიზელის საწვავის კომპონენტების მიღება შესაბამისი ფრაქციული შემადგენლობის, მაგალითად, 180-240 და 240-350 °C. 200-220 °C პარაფინის ზეთების ფრაქცია გამოიყენება როგორც ნედლეული თხევადი პარაფინების წარმოებისთვის - სინთეზური სარეცხი საშუალებების წარმოების საფუძველი. გამოიყენება ვაკუუმური გაზზეთთან ნარევში, როგორც კატალიზური კრეკინგის ერთეულის საკვები მასალა.საწვავის ზეთი არის ნავთობის პირველადი დისტილაციის ნარჩენი; მსუბუქი საწვავის ზეთი (> 330 °C) შეიძლება გამოყენებულ იქნას როგორც ქვაბის საწვავი, მძიმე მაზუთი (> 360 °C) - როგორც ნედლეული შემდგომი გადამუშავებისთვის ნავთობის ფრაქციებად ტარამდე. ამჟამად მაზუთის გამოყენება შესაძლებელია აგრეთვე კატალიზური კრეკინგის ან ჰიდროკრეკინგის ერთეულების საკვებად (ადრე გამოიყენებოდა თერმული კრეკინგის ერთეულებისთვის) ფართო ნავთობის ფრაქცია (ვაკუუმი გაზის ზეთი) 350-500 ° C ან 350-550 °C გამოიყენება როგორც კატალიზური კრეკინგისა და ჰიდროკრეკინგის ერთეულების საკვები. საპოხი ზეთების ტარი - მაზუთის ვაკუუმური დისტილაციის ნარჩენი - ექვემდებარება შემდგომ დამუშავებას ნარჩენი ზეთების, კოქსის და (ან) ბიტუმის, აგრეთვე ქვაბის საწვავის მისაღებად სიბლანტის შემცირების გზით სიბლანტის გამტეხ ერთეულებზე.

ნავთობის კომბინირებული პირველადი გადამამუშავებელი ერთეული გადამამუშავებელ ქარხანაში
უმეტეს შემთხვევაში, ზეთის ატმოსფერული დისტილაცია და საწვავის ვაკუუმური დისტილაცია ხორციელდება იმავე AVT ერთეულზე, რომელიც ხშირად შერწყმულია CDU-სთან და ზოგჯერ ბენზინის მეორადი დისტილაციის ერთეულთან. შიდა ნავთობგადამამუშავებელი პირველადი დანადგარების ტიპიური სიმძლავრეა 2, 3, 4, 6 მილიონი ტონა/წელიწადში. კ - 62, 62-140, 140-180, 180-220 (240), 220 (240) -280, 280-350, 350-500 °C (ნარჩენი არის tar). მცენარეში შემავალი საკვები შეიცავს 100–300 მგ/ლ მარილებს და 2%-მდე (მაის.) წყალს. ზეთში დაბალი დუღილის ნახშირწყალბადის აირების შემცველობა აღწევს 2,5%-ს (მაისი) ერთ ზეთზე. ქარხანამ მიიღო ორეტაპიანი ელექტრული გაუმარილების სქემა, რაც შესაძლებელს ხდის მარილის შემცველობის შემცირებას 3-5 მგ/ლ-მდე და წყლის შემცველობის 0,1%-მდე (მაე.). ინსტალაციის ტექნოლოგიური სქემა ითვალისწინებს ზეთის ორმაგ აორთქლებას. პირველი დისტილაციის სვეტისა და მთავარი დისტილაციის სვეტის სათავე ფრაქციები, მათგან მიღებული პროდუქტების მჭიდრო ფრაქციული შემადგენლობის გამო, გაერთიანებულია და ერთად იგზავნება სტაბილიზაციისთვის. ბენზინის ფრაქცია n. k. - 180 ° C სტაბილიზაციის შემდეგ იგზავნება მეორადი დისტილაციისთვის ფრაქციების იზოლირებისთვის n. კ - 62, 62-140 და 140-180 ° С. ალკალიზაციის ბლოკი განკუთვნილია n-ის ფრაქციების ტუტე გამწმენდისთვის. k. - 62 (ბენზინის კომპონენტი) და 140-220 ° С (სწვავის კომპონენტი TS-1). 140-220 °C ფრაქციას რეცხავენ წყლით და შემდეგ აშრობენ ელექტრო სეპარატორებში ნედლი ზეთი (ნახ. 8.17) ტუმბოებით ტუმბოს ორ ნაკადად სითბოს გადამცვლელების მეშვეობით, სადაც სითბოს აღდგენის გამო თბება 160 °C-მდე. ცხელი ზეთის პროდუქტები და იგზავნება ორი პარალელური ნაკადით ელექტრო დეჰიდრატორებში. მაღალი ძაბვის ელექტრულ ველში ემულსია იშლება და წყალი გამოეყოფა ზეთს. ელექტრო დეჰიდრატორები შექმნილია 145-160 °C ტემპერატურაზე მუშაობისთვის და 1,4-1,6 მპა წნევისთვის. მარილიანი და გამომშრალი ზეთი დამატებით თბება ორ ნაკადად სითბოს გადამცვლელებში 210-250 ° C-მდე და იგზავნება პირველ დისტილაციურ სვეტში 6. სვეტის ზემოდან, ორთქლის ფაზაში ზედნადები ჩაედინება ჰაერით გაცივებულ კონდენსატორებში და შემდეგ. წყლის გამაგრილებელში 30-35°C-მდე გაგრილება შედის კონტეინერში 4. ბ სვეტის თერმული რეჟიმი შენარჩუნებულია 75 ღუმელიდან გამომავალი „ცხელი“ ჭავლით 340 0C ტემპერატურით.

ნახ.5 კომბინირებული CDU-AVT ინსტალაციის სქემატური დიაგრამა
6 მილიონი ტონა/წლიური მაწონი:
1 - ტუმბოები; 2 - სითბოს გადამცვლელები; 3-ელექტროდეჰიდრატორები; 4- კონტეინერი; 5-კონდენსატორები-მაცივრები; 6 - პირველი დისტილაციის სვეტი; 7-ძირითადი დისტილაციის სვეტი; 8 - გაშიშვლების სვეტები; 9 - ფრაქციული შთამნთქმელი; 10- სტაბილიზატორი; 11, 12 - ფრაქციული სვეტები ბენზინის მეორადი დისტილაციისთვის; 13 - ვაკუუმის სვეტი; 14 - ვაკუუმის მოწყობილობა; 15 ღუმელი;
I-ნედლი ნავთობი; II - მარილიანი ზეთი; III-V-მსუბუქი ნავთობპროდუქტების კომპონენტები; VI, VII - ბენზინის ვიწრო ფრაქციები (n.c. - 62 ° C და 85-120 ° C, შესაბამისად); VIII - დაშლის პროდუქტები; IX - ვაკუუმ სვეტის დისტილატები; X-მწვავე წყლის ორთქლი; XI-tar; XII - ბენზოლის ფრაქცია (62-85 °С); XIII - ბენზინის მძიმე ფრაქცია (120 ° C-ზე ზემოთ); XIV - მშრალი გაზი; XV - ცხიმოვანი აირი
პირველი დისტილაციის სვეტი 6 - ნახევრად დახრილი ზეთი - თბება ინსტალაციის ატმოსფერული ერთეულის ღუმელში 360 ° C-მდე და შედის დისტილაციის მთავარ სვეტში 7, რომლის ზედა ნაწილში შენარჩუნებულია წნევა 0,15 მპა. . ამ სვეტში გამოყენებულია ზედა მწვავე და ორი ცირკულაციის სარწყავი. სვეტის ზემოდან გამოდის 85-180°C ფრაქციის ორთქლი და წყლის ორთქლი, რომლებიც იგზავნება კონდენსატორ-მაცივრებში. კონდენსატი 30-35 0C ტემპერატურაზე იკვებება ავზში. ფრაქციები 180-220 °C (III), 220-280 °C (IV) და 280-350 0C (V) ამოღებულია მთავარი დისტილაციის სვეტიდან 7 გვერდითი ზოლების სახით შესაბამისი ამოღება სვეტების მეშვეობით 8. ფრაქციები 85- 180 °C და 180 -220 °C ტუტე. ფრაქციები 220-280°C და 280-350°C 60°C-მდე გაგრილების შემდეგ იგზავნება ტანკებში. საწვავის ზეთი (ძირითადი დისტილაციის სვეტის პროდუქტი) იკვებება ინსტალაციის ვაკუუმ ბლოკის ღუმელში 75, სადაც თბება 410 ° C-მდე და ამ ტემპერატურაზე გადადის ვაკუუმის სვეტში 13. ზედა გვერდითი ფრაქცია. ვაკუუმის სვეტში მიღებული 350 ° C-მდე იკვებება დისტილაციის მთავარ სვეტში 7 350-500 0С ფრაქცია ამოღებულია ვაკუუმის სვეტიდან გვერდითი ნაკადის სახით. ეს სვეტი ჩვეულებრივ იყენებს ერთ შუალედურ მოცირკულირე რეფლუქსს. ვაკუუმის სვეტის ქვემოდან ტარი გადატუმბულია თბოგამცვლელებისა და გამაგრილებლების მეშვეობით და იგზავნება შუალედურ ავზებში 90 °C ტემპერატურაზე. ქარხანა ძირითადად იყენებს ჰაერის გამაგრილებელს, რაც ხელს უწყობს წყლის მოხმარების შემცირებას.



დანადგარი ითვალისწინებს მუშაობის შესაძლებლობას ვაკუუმური დისტილაციის განყოფილების გარეშე. ამ შემთხვევაში, მაზუთი მე-7 დისტილაციის სვეტის ქვემოდან გადატუმბულია სითბოს გადამცვლელებისა და მაცივრების მეშვეობით, სადაც გაცივდება 90 °C-მდე და იგზავნება სატანკო ფერმაში. - 170 °C-მდე გახურების შემდეგ 180 °C შემოდის შთამნთქმელში 9. შთამნთქმელში (XIV) მშრალი აირების გამოყოფის შემდეგ ქვედა დინება მიმართულია სტაბილიზატორის 10-ზე. შთანთქმასა და სტაბილიზატორში შენარჩუნებულია წნევა 1,2 მპა. სტაბილიზატორ 10-ში შთანთქმის ქვედა პროდუქტი იყოფა ორ ნაკადად: ზედა (85 °C-მდე) და ქვედა (85 °C-ზე ზემოთ). 77-ე სვეტში ზედა ნაკადი იყოფა ვიწრო ფრაქციებად VI (n.c. - 62 °C) და XII (62-85 °C). სტაბილიზატორიდან ქვედა ნაკადი იგზავნება 72-ე სვეტში, სადაც ის იყოფა VII (85-120°C) და XIII (120-180°C) ფრაქციებად. შთანთქმის თერმული რეჟიმი კონტროლდება ნახველის მიწოდებით, რომელიც ამოტუმბულია ღუმელში და ორთქლის ფაზაში ბრუნდება შთამნთქმელის ფსკერზე, ბლოკს შეუძლია იმუშაოს გამორთული მეორადი დისტილაციის ბლოკით. ამ შემთხვევაში, სტაბილური ბენზინი სტაბილიზატორი 10-ის ძირიდან იგზავნება სითბოს გადამცვლელში, საიდანაც მაცივრის გავლით დინება მიდის ალკალიზაციამდე და შემდეგ სატანკო მეურნეობაში.წყლის კვალის მოსაშორებლად, 140-250 °C ფრაქცია. შრება ელექტრო გამყოფებში. 1 ტონა გადამუშავებულ ზეთზე იხარჯება 3,5-4მ3 წყალი, 1,1 კგ წყლის ორთქლი, 27-33 კგ საწვავი. ქარხანა რაციონალურად იყენებს მეორადი წყაროების თერმული ენერგიას. დაახლოებით 35 ტ/სთ მაღალი წნევის ორთქლი წარმოიქმნება ცხელი ნაკადების სითბოს გამოყენებით. თავდაპირველად, ინსტალაცია დაპროექტებული იყო ELOU განყოფილების გარეშე, ექსპლუატაციის დროს იგი აღჭურვილი იყო ამ ბლოკით. რიგ გადამამუშავებელ ქარხნებში, ქარხნის პროდუქტიულობა დამატებითი აღჭურვილობის შედეგად დამატებითი აპარატურით და საშუალებებით გადააჭარბა საპროექტო ერთს - 6 მილიონ ტონას / წელიწადში და მიაღწია 7-8 მილიონ ტონას / წელიწადში. ნავთობის პირველადი დისტილაციის დროს მიღებული პროდუქტები არ არის გაყიდვადი და იგზავნება გადამუშავებისთვის (ჰიდროპროცედირება, დევექსირება) ან შემდგომი გადამუშავებისთვის დესტრუქციული მეორადი პროცესებით. ეს პროცესები უზრუნველყოფს საწვავის ღირებულ კომპონენტებს და მონომერებს ნავთობქიმიური სინთეზისთვის, ნავთობის გადამუშავების გაღრმავებისთვის, აგრეთვე გადამამუშავებელი პროდუქტების ფართო სპექტრს.მეორადი დესტრუქციული პროცესები მოიცავს იზომერიზაციას, რეფორმირებას, თერმულ და კატალიზურ კრეკირებას, ჰიდროკრეკირებას, კოქსირებას და ტარის ბიტუმამდე დაჟანგვას. ნავთობის ვერსიის მიხედვით, ვაკუუმური გაზის ზეთის და ტარის შესაბამისი ვიწრო ფრაქციები იგზავნება კომერციული ზეთების გამწმენდისა და მომზადების თანმიმდევრულ პროცესებზე.

ამრიგად, როგორც საწვავის, ნავთობისა და ნავთობქიმიური პროფილების ძირითადი ქარხნის პროცესი, ნავთობის პირველადი დისტილაცია უზრუნველყოფს ყველა ქარხნის ერთეულს ნედლეულით. ნავთობის გამოყოფის ხარისხი - ფრაქციების შერჩევის სისრულე პოტენციალიდან და გამოყოფის სიცხადე - განსაზღვრავს ტექნოლოგიურ პარამეტრებს და ყველა შემდგომი პროცესის შედეგებს და, საბოლოო ჯამში, ქარხნის მთლიან მატერიალურ ბალანსს და კომერციული ნავთობპროდუქტების ხარისხს. .
ნავთობის კრეკინგი გადამამუშავებელ ქარხნებში
კრეკინგი (ინგლისური cracking, splitting) - ზეთის და მისი ფრაქციების მაღალტემპერატურული დამუშავება, როგორც წესი, უფრო დაბალი მოლეკულური წონის პროდუქტების - საავტომობილო საწვავი, საპოხი ზეთები და ა.შ., აგრეთვე ქიმიური ნედლეულის მისაღებად. და ნავთობქიმიური მრეწველობა. კრეკინგი მიმდინარეობს C-C ობლიგაციების გაწყვეტით და თავისუფალი რადიკალების ან კარბანიონების წარმოქმნით. C-C ობლიგაციების რღვევის პარალელურად ხდება დეჰიდროგენაცია, იზომერიზაცია, პოლიმერიზაცია და როგორც შუალედური, ისე საწყისი ნივთიერებების კონდენსაცია. ბოლო ორი პროცესის შედეგად ე.წ. დაბზარული ნარჩენი (ფრაქცია დუღილის წერტილით 350 °C-ზე მეტი) და ნავთობის კოქსი.
მსოფლიოში პირველი სამრეწველო ინსტალაცია უწყვეტი თერმული ზეთის კრეკინგისთვის შეიქმნა და დააპატენტა ინჟინერმა ვ.გ.შუხოვმა და მისმა თანაშემწემ ს.პ.გავრილოვმა 1891 წელს (რუსეთის იმპერიის პატენტი No12926, 1891 წლის 27 ნოემბერს). გაკეთდა ექსპერიმენტული დაყენება. ვ.გ.შუხოვის სამეცნიერო და საინჟინრო გადაწყვეტილებები გაიმეორა ვ.ბარტონმა აშშ-ში პირველი სამრეწველო ქარხნის მშენებლობისას 1915-1918 წლებში. პირველი საშინაო სამრეწველო კრეკინგის დანადგარები აშენდა ვ.გ.შუხოვმა 1934 წელს ბაქოს საბჭოთა კრეკერის ქარხანაში.
კრეკინგი ხორციელდება ნავთობის ნედლეულის გაცხელებით ან მაღალი ტემპერატურისა და კატალიზატორების ზემოქმედებით.
პირველ შემთხვევაში, პროცესი გამოიყენება ბენზინის (საავტომობილო საწვავის დაბალი ოქტანური კომპონენტების) და გაზის ზეთის (საზღვაო საწვავის ზეთების, გაზის ტურბინის და ღუმელის საწვავის კომპონენტები) ფრაქციების, ძლიერ არომატული ნავთობის ნედლეულის წარმოებაში ნახშირბადის წარმოებაში ( ჭვარტლი), ასევე ალფა-ოლეფინები (თერმული კრეკინგი); ქვაბები, ასევე საავტომობილო და დიზელის საწვავი (visbreaking); ნავთობის კოქსი, აგრეთვე ნახშირწყალბადის აირები, ბენზინები და ნავთი-გაზის ნავთობის ფრაქციები; ეთილენი, პროპილენი, ასევე არომატული ნახშირწყალბადები (ნავთობის საკვების პიროლიზი).
მეორე შემთხვევაში, პროცესი გამოიყენება მაღალი ოქტანური ბენზინების, გაზის ზეთების, ნახშირწყალბადების აირების საბაზისო კომპონენტების მისაღებად (კატალიზური კრეკინგი); ბენზინის ფრაქციები, რეაქტიული და დიზელის საწვავი, ნავთობის ზეთები, აგრეთვე ნედლეული ნავთობის ფრაქციების პიროლიზისა და კატალიზური რეფორმაციისთვის (ჰიდროკრეკინგი).
ასევე გამოიყენება ნედლეულის პიროლიზური გაყოფის სხვა სახეობები, მაგალითად, ეთილენისა და აცეტილენის მიღების პროცესი მეთანში ელექტრული გამონადენის მოქმედებით (ელექტროკრეკინგი), რომელიც ხორციელდება 1000-1300 ° C ტემპერატურაზე და 0.14 მპა 0.01-0.1-ზე. ს.
კრეკინგი გამოიყენება ბენზინის ოქტანური რაოდენობის გასაზრდელად (C8H18-ის მასის წილის გაზრდა).
კატალიზური კრეკინგის დროს ასევე ხდება ალკანების იზომერიზაციის პროცესები.

ნავთობის მეორადი გადამუშავება ხორციელდება პირველადი ნავთობის დისტილაციის პროდუქტების თერმული ან ქიმიური კატალიზური გაყოფით, რათა მიიღოთ უფრო დიდი რაოდენობით ბენზინის ფრაქციები, აგრეთვე ნედლეულის შემდგომი წარმოებისთვის არომატული ნახშირწყალბადები - ბენზოლი, ტოლუოლი და სხვა. ამ ციკლის ერთ-ერთი ყველაზე გავრცელებული ტექნოლოგიაა კრეკინგი.
1891 წელს, ინჟინრებმა ვ. ფართი მიეწოდება გაცხელებული გრიპის გაზებით. კრეკინგის პროცესში მსუბუქი კომპონენტების გამოსავლიანობა, საიდანაც შემდეგ შეიძლება ბენზინის, ნავთის, დიზელის საწვავის მომზადება, მერყეობს 40-45-დან 55-60%-მდე. კრეკინგის პროცესი შესაძლებელს ხდის საწვავის ზეთიდან კომპონენტების წარმოებას საპოხი ზეთების წარმოებისთვის.
კატალიზური ბზარი აღმოაჩინეს 1930-იან წლებში. კატალიზატორი ირჩევს საკვებიდან და სორბს თავის თავზე, უპირველეს ყოვლისა, იმ მოლეკულებს, რომლებსაც შეუძლიათ საკმაოდ ადვილად დეჰიდროგენაცია (წყალბადის გამოყოფა). შედეგად მიღებული უჯერი ნახშირწყალბადები, რომლებსაც აქვთ გაზრდილი ადსორბციის უნარი, შედიან კონტაქტში კატალიზატორის აქტიურ ცენტრებთან. ხდება ნახშირწყალბადების პოლიმერიზაცია, ჩნდება ფისები და კოქსი. გამოთავისუფლებული წყალბადი აქტიურ მონაწილეობას იღებს ჰიდროკრეკინგის, იზომერიზაციის და ა.შ რეაქციებში. კრეკინგის პროდუქტი გამდიდრებულია მსუბუქი მაღალი ხარისხის ნახშირწყალბადებით და შედეგად მიიღება ბენზინის ფართო ფრაქცია და დიზელის საწვავის ფრაქციები, რომლებიც მსუბუქი ნავთობპროდუქტებია. შედეგად მიიღება ნახშირწყალბადის აირები (20%), ბენზინის ფრაქცია (50%), დიზელის ფრაქცია (20%), მძიმე გაზის ზეთი და კოქსი.

კატალიზური კრეკინგი გადამამუშავებელ ქარხნებში
კატალიზური კრეკინგი არის მძიმე დისტილატური ნავთობის ფრაქციების კატალიზური დესტრუქციული გარდაქმნის პროცესი საავტომობილო საწვავად და ნედლეულში ნავთობქიმიის, ნახშირბადის შავი და კოქსის წარმოებისთვის. პროცესი მიმდინარეობს ალუმინოსილიკატური კატალიზატორების თანდასწრებით 450-530 °C ტემპერატურაზე და 0,07-0,3 მპა წნევაზე.
კატალიზური კრეკინგის რეაქციების უმეტესობის მექანიზმი დამაკმაყოფილებლად არის ახსნილი ჯაჭვის კარბოკატირების თეორიის მიხედვით. კატალიზური კრეკინგის პირობებში კარბოკაციონები შეიძლება არსებობდეს მხოლოდ იონური წყვილების კარბოკატიონის სახით - ზედაპირის უარყოფითად დამუხტული აქტიური ცენტრი.
პროცესის ქიმიური საფუძვლები. კატალიზური კრეკინგის დროს მიმდინარე პროცესების არსი შემდეგი რეაქციებია:
1) მაღალმოლეკულური ნახშირწყალბადების გაყოფა (ფაქტობრივი კრეკინგი);
2) იზომერიზაცია;
3) ციკლოალკანების დეჰიდროგენაცია არენებად.
მძიმე ნავთობის ნედლეულის განადგურება იწვევს დამატებითი რაოდენობის მსუბუქი საავტომობილო საწვავის წარმოქმნას, რომელთაგან ყველაზე მნიშვნელოვანია ბენზინი. სამივე ტიპის რეაქციის განხორციელება იწვევს ბენზინის ოქტანური რიცხვის ზრდას: იგივე სტრუქტურით ნახშირწყალბადების ოქტანური რაოდენობა იზრდება მოლეკულური წონის კლებასთან ერთად; იზოალკანების ოქტანური რიცხვები უფრო მაღალია ვიდრე ჩვეულებრივი ალკანებისა, ხოლო არენების რიცხვი უფრო მაღალია ვიდრე ციკლოალკანებისა და ალკანების.
ალკანური გარდაქმნები. კატალიზური კრეკინგის პირობებში ალკანები განიცდიან იზომერიზაციას და იშლება უფრო დაბალი მოლეკულური წონის ალკანებად და ალკენებად.
ჯაჭვის პროცესის პირველი ეტაპი - ჯაჭვის დაწყება - შეიძლება მოხდეს ორი გზით.
პირველ მეთოდში ალკანის ზოგიერთი მოლეკულა განიცდის
ჯერ თერმული ბზარი. შედეგად მიღებული ალკენები აცილებენ პროტონებს კატალიზატორიდან და გადაიქცევიან კარბოკაციონებად.
მეორე მეთოდის მიხედვით, კარბოკატიონის ფორმირება შესაძლებელია უშუალოდ ალკანისგან ჰიდრიდის იონის გაყოფით პროტიკული ცენტრის ან აპროტული კატალიზატორის მოქმედებით:
იმის გამო, რომ ჰიდრიდის იონის გამოყოფა მესამეული ნახშირბადის ატომისგან ნაკლებ ენერგიას მოითხოვს, ვიდრე მეორადი და პირველადი, იზოალკანები იშლება ბევრად უფრო სწრაფად, ვიდრე ჩვეულებრივი ალკანები.ჯაჭვური გამრავლების რეაქციები მოიცავს კარბოკაციონების ყველა რეაქციას, რაც შესაძლებელია მოცემულ პირობებში. მაგალითად, თუ პირველადი კარბოკატიონი С7Н15 ჩამოყალიბდა პროცესის პირველ ეტაპზე, მაშინ მისი ტრანსფორმაციის ყველაზე სავარაუდო მიმართულება იქნება იზომერიზაცია უფრო სტაბილურ მეორად და მესამეულ სტრუქტურებად. იზომერიზაციის დროს გამოთავისუფლებული სითბო შეიძლება დაიხარჯოს ახალი იონის გაყოფაზე. ამრიგად, C7H15 კარბოკატიონის ტრანსფორმაციის პროცესი შედგება იზომერიზაციისა და პ-დაშლის რეაქციების სერია-პარალელური მონაცვლეობით. ვინაიდან ალკილის კარბოკაციონების დაშლა პირველადი და მეორადი იონების Ci-C3 წარმოქმნით ბევრად უფრო რთულია, ვიდრე ნახშირბადის ატომების დიდი რაოდენობით მესამეული იონების წარმოქმნით, ალკანების კატალიზური კრეკინგი იზრდება ჯაჭვის გახანგრძლივებასთან ერთად. მაგალითად, იმავე პირობებში გატეხვისას, С5Н12-ის გარდაქმნის ხარისხი არის 1%; C7H16 -3%; С12Н24 - 18%; C16H34 -42%. იონების დაშლის სიმარტივე (დაბალი ენდოთერმიულობა) მესამეული კარბოკაციონების აღმოფხვრასთან ერთად იწვევს იზოსტრუქტურების დაგროვებას ალკანების დაშლის პროდუქტებში, რომლებიც შეიცავს 7 ან მეტი ნახშირბადის ატომს. გამოთავისუფლებული დაბალმოლეკულური წონის კარბოკატები იზომერიზაციის შემდეგ აშორებენ ჰიდრიდ იონს საწყისი ნახშირწყალბადის მოლეკულიდან და მეორდება რეაქციების მთელი ციკლი. ჯაჭვის შეწყვეტა ხდება მაშინ, როდესაც კარბოკატიონი ხვდება კატალიზატორ ანიონს.
ალკანების კატალიზური კრეკინგის სიჩქარე 1-2 ბრძანებით აღემატება მათი თერმული კრეკინგის სიჩქარეს.
ციკლოალკანების ტრანსფორმაციები. ციკლოალკანების კატალიზური კრეკინგის სიჩქარე უახლოვდება ნახშირბადის ატომების თანაბარი რაოდენობის მქონე ალკანების კრეკინგის სიჩქარეს. ციკლოალკანების ძირითადი რეაქციებია: რგოლის გახსნა ალკენებისა და დიენების წარმოქმნით; დეჰიდროგენაცია, რომელიც იწვევს არენების წარმოქმნას; რგოლებისა და გვერდითი ჯაჭვების იზომერიზაცია.
დაწყების ეტაპი - კარბოკაციონების გაჩენა - ციკლური და აციკლური სტრუქტურის გაჯერებული ნახშირწყალბადებისთვის ერთნაირად მიმდინარეობს.
შედეგად მიღებული კარბოკაციონები აშორებენ ჰიდრიდის იონს ციკლოალკანების მოლეკულებიდან. ჰიდრიდის იონის დაშლა მესამეული ნახშირბადის ატომიდან უფრო მარტივად მიმდინარეობს, ვიდრე მეორადისაგან; შესაბამისად, კრეკინგის სიღრმე იზრდება რგოლში შემცვლელების რაოდენობის მატებასთან ერთად.
ნეოსტრუქტურები (1,1-დიმეთილციკლოჰექსანი) ყოფს ჰიდრიდის იონს მეორადი ნახშირბადისგან, ასე რომ, გარდაქმნის ხარისხი ახლოს არის შეუცვლელ ციკლოჰექსანთან.
ციკლოჰექსილის იონის დაშლა შეიძლება მოხდეს ორი გზით: C-C ბმების გაწყვეტით და C-H ბმების გაყოფით.
C-C ბმების რღვევასთან რეაქციის შედეგად წარმოიქმნება ალკენები და ალკადიენები.
ალკენილის იონი ადვილად იზომერირდება ალილამდე. ალილის იონის ყველაზე სავარაუდო რეაქციებია ჰიდრიდის იონის აბსტრაქცია ძირითადი მოლეკულიდან ან პროტონის გადატანა ალკენის მოლეკულაში ან კატალიზატორში.
ციკლოალკენები უფრო სწრაფად განიცდიან კატალიზურ კრეკს, ვიდრე ციკლოალკანები.
ციკლოჰექსილ კარბოკატიონის დაშლა CH ობლიგაციების გაყოფით ენერგიულად უფრო ხელსაყრელია, რადგან არენები წარმოიქმნება შუალედური ციკლოალკენის სტრუქტურების მეშვეობით.
არენების გამოსავლიანობა აღწევს ციკლოჰექსანების გარდაქმნის პროდუქტების 25%-ს ან მეტს, ხოლო ციკლოალკანების კრეკინგის აირები შეიცავს წყალბადის გაზრდილ რაოდენობას ალკანის კრეკინგ აირებთან შედარებით.
ასევე შეინიშნება ციკლოჰექსანების იზომერიზაცია ციკლოპენტანებამდე და პირიქით. რეაქცია მიმდინარეობს პროტონირებული ციკლოპროპანის რგოლში.
ციკლოპენტანები უფრო სტაბილურია კატალიზური კრეკინგის პირობებში, ვიდრე ციკლოჰექსანები. ამიტომ, წონასწორობა ძლიერად არის გადატანილი მარჯვნივ. თუმცა, ციკლოჰექსანები ამ პირობებში განიცდიან დეჰიდროგენაციას არენებამდე. რეაქციის სფეროდან პროდუქტის ამოღება წონასწორობას მარცხნივ გადაიტანს. ციკლოჰექსანის ბენზოლად ან მეთილციკლოპენტანად გადაქცევის შერჩევითობა საბოლოოდ დამოკიდებულია კატალიზატორზე.
ციკლოალკანის მოლეკულაში გრძელი გვერდითი ჯაჭვების არსებობისას შესაძლებელია გვერდითი ჯაჭვის იზომერიზაცია და დელკილაცია.
ბიციკლური ციკლოალკანები უფრო მეტად არომატიზებულია, ვიდრე მონოციკლური. ამრიგად, დეკალინის კატალიზური კრეკინგის დროს (500°C), არენების გამოსავლიანობა არის დაახლოებით 33% თითო გარდაქმნილ დეკალინზე. იმავე პირობებში ტეტრალინის დაბზარვისას კიდევ უფრო მეტი არომატული ნაერთები (87,8%) წარმოიქმნება.
ალკენის გარდაქმნები. ალკენების კატალიზური კრეკინგის სიჩქარე 2-3 ბრძანებით აღემატება შესაბამისი ალკანების კრეკინგის სიჩქარეს, რაც აიხსნება ალკენებისგან კარბოკაციონების წარმოქმნის სიმარტივით:
როდესაც პროტონი მიმაგრებულია ალკენის მოლეკულაზე, წარმოიქმნება იგივე იონი, როგორც ალკანისგან ჰიდრიდის იონის გამოყოფისას, რაც განსაზღვრავს მათი რეაქციების ზოგადობას კატალიზური კრეკინგის დროს - ეს არის იზომერიზაცია და p-დაშლა. ამავდროულად, ალკენებს ასევე ახასიათებთ წყალბადის გადანაწილებისა და ციკლიზაციის სპეციფიკური რეაქციები.
წყალბადის გადანაწილების რეაქციის არსი მდგომარეობს იმაში, რომ მჟავა კატალიზატორების თანდასწრებით, ზოგიერთი ალკენი კარგავს წყალბადს და გადაიქცევა პოლიუჯერი ნაერთებად, ხოლო ალკენების მეორე ნაწილი წყალბადი წყალბადით იქცევა ალკანებად.
კატალიზატორზე ადსორბირებული ალკენები თანდათან კარგავენ წყალბადს. ძლიერ უჯერი ნახშირწყალბადები პოლიმერიზდება, ციკლირდება და, თანდათანობით წყალბადით ამოწურული, გადაიქცევა კოქსად. ალკენების ციკლიზაციამ შეიძლება გამოიწვიოს ციკლოპენტანების, ციკლოპენტენებისა და არენების წარმოქმნა. ხუთწევრიანი რგოლები იზომერირდება ექვსწევრიან რგოლებად და ასევე არომატიზდება.
არენის გარდაქმნები. შეუცვლელი არენები სტაბილურია კატალიზური კრეკინგის პირობებში. მეთილით შემცვლელი არენები რეაგირებენ ალკანების სიჩქარით. არენების ალკილის წარმოებულები, რომლებიც შეიცავს ორ ან მეტ ნახშირბადის ატომს ჯაჭვში, ბზარს დაახლოებით იგივე სიჩქარით, როგორც ალკენები. არენების ალკილის წარმოებულების ძირითადი რეაქციაა დეალკილაცია. ეს გამოწვეულია არომატული რგოლის უფრო დიდი მიდრეკილების გამო პროტონთან, ვიდრე ალკილის იონთან.
რეაქციის სიჩქარე იზრდება ალკილის შემცვლელის ჯაჭვის სიგრძის მატებასთან ერთად, ასევე სერიაში: C6H5 - Cnerv< < С6Н5 - Свтор < С6Н5 - Стрет, что обусловлено большой устойчивостью образующихся карбкатионоб.
მეთილით შემცვლელი არენების შემთხვევაში, კარბოკატიონის ელიმინაცია ენერგიულად შეფერხებულია, შესაბამისად, ძირითადად მიმდინარეობს დისპროპორციულობის და იზომერიზაციის რეაქციები შემცვლელების პოზიციაზე.
პოლიციკლური არენები ძლიერად სორბირებულია კატალიზატორზე და განიცდის წყალბადის თანდათანობით განადგურებას და გადანაწილებას კოქსის წარმოქმნით.
ამრიგად, კატალიზატორის ზედაპირზე წარმოქმნილი კოქსი არის ძლიერ უჯერი პოლიმერული ფისოვანი ალკენების და პოლიციკლური არენების ნარევი. ის ბლოკავს კატალიზატორის აქტიურ ცენტრებს და ამცირებს მის აქტივობას. კოქსის მოსაშორებლად კატალიზატორი პერიოდულად ექვემდებარება რეგენერაციას დაჟანგვის გზით.
პროცესის კატალიზატორები და ალტერნატიული რეაქციის მექანიზმი. თანამედროვე კრეკინგი კატალიზატორები წარმოადგენს კომპლექსურ სისტემას, რომელიც შედგება 10-25% Y ცეოლიტისგან იშვიათი მიწიერი ან დეკაციონირებული ფორმით, თანაბრად განაწილებული ამორფულად; ალუმინოსილიკატი და ჩამოსხმული მიკროსფეროებად ან ბურთებად.


ცეოლითის სტრუქტურას ქმნის SiO4 და AlO4 ტეტრაედრები. ალუმინის ატომები ატარებენ ერთ უარყოფით მუხტს, რომელიც კომპენსირდება ლითონის კათიონებით, რომლებიც მდებარეობს ბროლის ბადის სიცარიელეში. მონოვალენტური კათიონებით ცეოლიტები არააქტიურია, ვინაიდან ასეთი კათიონები მთლიანად ანაზღაურებენ AlO4 ტეტრაედონის მუხტს. მონოვალენტური კათიონის ორვალენტიანი ან სამვალენტიანი ჩანაცვლება იწვევს მუხტის დეკომპენსაციას და ქმნის ელექტროსტატიკური ველის მაღალ სიძლიერეს, რომელიც საკმარისია ელექტრონების წყვილის გადაადგილების შედეგად კარბოკაციონების წარმოქმნისთვის. ამორფულ ალუმინოსილიკატს, რომელშიც ცეოლიტია განაწილებული, აქვს თავისი აქტივობა. ალუმინოსილიკატების კატალიზურად აქტიური ადგილებია ბრონსტედი და ლუისის მჟავები. ბრონსტედის მჟავა შეიძლება იყოს პროტონი, რომელიც წარმოიქმნება წყლისგან, რომელიც ქიმიურად შეიწოვება კოორდინაციულად უჯერი ალუმინის ატომით (a), ჰიდროქსილის ჯგუფის პროტონი, რომელიც დაკავშირებულია ალუმინის ატომთან (b) ან სილიციუმთან. პროტონ-დონორ ცენტრებს უდიდესი მნიშვნელობა აქვს, რადგან მთლიანად დეჰიდრატირებული ალუმოსილიკატი პრაქტიკულად არააქტიურია. ცეოლიტის შემცველ ალუმინოსილიკატურ კატალიზატორებში, ლითონის კატიონის როლი, როგორც ჩანს, არის ბრონსტედის მჟავას უბნების პროტონების მობილურობისა და სტაბილურობის გაზრდა, აგრეთვე წყლის მოლეკულების პროტონაციით მჟავა ადგილების დამატებითი რაოდენობის შექმნა. შედეგად, ცეოლიტის შემცველ კატალიზატორზე რეაქციების სიჩქარე 2-3 რიგით მეტია, ვიდრე ამორფულზე. ამავდროულად, ცეოლიტის შემცველ კატალიზატორებს აქვთ უფრო მაღალი თერმული და მექანიკური მდგრადობა, ვიდრე სუფთა ცეოლითები.კარბკატირების თეორიის ხარისხობრივმა მხარემ მიიღო ზოგადი აღიარება. თუმცა, მის საფუძველზე, შეუძლებელია პროდუქციის რაოდენობრივი მოსავლიანობის პროგნოზირება მაშინაც კი, როდესაც ცალკეული ნაერთები დაბზარულია. უნდა აღინიშნოს, რომ კარბოკაციონების არსებობა ალუმოსილიკატური კატალიზატორის ზედაპირზე ექსპერიმენტულად არ არის დადასტურებული. შესაძლებელია კატალიზური კრეკინგის შუალედური ნაწილაკები იყოს არა კარბოკაციონები (p-კომპლექსები), რომელთა ფორმირებისთვის საჭიროა სრული ჰეტეროლიზური ბმის გაწყვეტა, არამედ ნახშირწყალბადების ზედაპირული რთული ნაერთები კატალიზატორის აქტიური უბნებით. ასეთი ნაერთები შეიძლება იყოს p-კომპლექსები. , რომლის ფორმირებაზე ნაკლებ ენერგიას მოითხოვს, ვიდრე p-კომპლექსების წარმოქმნას. პროცესის მაკროკინეტიკა. კატალიზური კრეკინგი, ისევე როგორც ნებისმიერი ჰეტეროგენული კატალიზური პროცესი, მიმდინარეობს რამდენიმე ეტაპად: საკვების მასალა შედის კატალიზატორის ზედაპირზე (გარე დიფუზია), შეაღწევს მასში. კატალიზატორის ფორები (შიდა დიფუზია), ქიმიორბირებადია კატალიზატორის აქტიურ უბნებზე და შედის ქიმიურ რეაქციებში. გარდა ამისა, ხდება კრეკინგის პროდუქტებისა და არარეაგირებული ნედლეულის დეზორბცია ზედაპირიდან, მისი დიფუზია კატალიზატორის ფორებიდან და კრეკ პროდუქტების მოცილება რეაქციის ზონიდან.ყველაზე ნელი ეტაპი განსაზღვრავს პროცესის სიჩქარეს. თუ პროცესი დიფუზიის რეგიონში მიმდინარეობს, მაშინ მისი სიჩქარე ოდნავ დამოკიდებულია ტემპერატურაზე. სიჩქარის გასაზრდელად საჭიროა გამოიყენოთ უხეში ფორებიანი ან ძლიერად დაფქული, მაგალითად, მტვრის მსგავსი კატალიზატორი, რომელიც გაზრდის კატალიზატორის ზედაპირს. თუ ყველაზე ნელი ეტაპია ქიმიური რეაქცია, მაშინ პროცესის სიჩქარე დამოკიდებულია ძირითადად ტემპერატურაზე. თუმცა სიჩქარის გაზრდა შესაძლებელია ტემპერატურის გაზრდით მხოლოდ გარკვეულ ზღვრამდე, რის შემდეგაც რეაქცია გადადის დიფუზიის ზონაში, ნავთობის ფრაქციების კრეკინგისთვის პრაქტიკულად შეუძლებელია ყველა ქიმიური რეაქციის აღწერა. ამიტომ, ისინი ჩვეულებრივ შემოიფარგლებიან იმ სქემების განხილვით, რომლებიც ითვალისწინებენ ძირითად მიმართულებებს და შედეგად მიღებული კრეკინგის ეფექტს. უმეტეს შემთხვევაში, ცეოლიტის შემცველ კატალიზატორზე ნავთობის ფრაქციების კრეკინგის კინეტიკა წარმოდგენილია პირველი რიგის განტოლებით, ნავთობის ფრაქციების კატალიზური კრეკინგის კინეტიკის უფრო ზუსტი აღწერა მიიღწევა განტოლებების გამოყენებით, რომლებიც ითვალისწინებენ დეაქტივაციას. კატალიზატორი რეაქციის დროს. პროცესის სიჩქარე და კრეკინგის პროდუქტების გამოსავლიანობა მნიშვნელოვნად განსხვავდება ნედლეულის ხარისხზე, კატალიზატორის თვისებებზე და მისი აღდგენის სისრულეზე, რეაქციის აპარატის ტექნოლოგიურ რეჟიმსა და დიზაინის თავისებურებებზე კატალიზური კრეკინგი მრეწველობაში. კატალიზური კრეკინგი ალუმინის სილიკატურ კატალიზატორებზე ერთ-ერთი ყველაზე მრავალტონაჟიანი პროცესია ნავთობგადამამუშავებელ ინდუსტრიაში. პროცესის მიზანია ბენზინის მაღალი ოქტანის მიღება სხვადასხვა ზეთების ვაკუუმური დისტილატებიდან, რომლებიც ადუღდება 300-500 ° C დიაპაზონში. ცეოლიტის შემცველ კატალიზატორებზე კატალიზური კრეკინგი ხორციელდება 450-530 ° C ტემპერატურაზე წნევის ქვეშ. ატმოსფერულთან ახლოს (0,07-0,3 მპა) . მაღალი ოქტანური ბენზინის გარდა, კატალიზური კრეკინგი აწარმოებს ნახშირწყალბადურ გაზს, მსუბუქ და მძიმე გაზზეთებს. პროდუქციის რაოდენობა და ხარისხი დამოკიდებულია გადამუშავებული საკვების მახასიათებლებზე, კატალიზატორზე, ასევე დამუშავების რეჟიმზე.ნახშირწყალბადის გაზი შეიცავს C3-C4 ფრაქციის 75-90%-ს. იგი გამოიყენება გამოყოფის შემდეგ ალკილაციის, პოლიმერიზაციის პროცესებში, ეთილენის, პროპილენის, ბუტადიენის, იზოპრენის, პოლიიზობუტილენის, ზედაპირულად აქტიური ნივთიერებების და სხვა ნავთობქიმიური პროდუქტების წარმოებისთვის. ბენზინის ფრაქცია (დაახლოებით 195 ° C) გამოიყენება როგორც საავტომობილო ბენზინის ძირითადი კომპონენტი. შეიცავს არენებს 25-40, ალკენებს 15-30, ციკლოალკანებს 2-10 და ალკანებს, ძირითადად იზოსტრუქტურას, 35-60% (მასა). ფრაქციის ოქტანური რიცხვია 78-85 (ძრავის მეთოდის მიხედვით) კომპონენტები, რომლებიც ადუღებენ 195°C-ზე მაღლა, იყოფა ფრაქციებად. საწვავის ვარიანტის მიხედვით მუშაობისას: 195-350 ° С - მსუბუქი გაზის ზეთი და >350 ° С - მძიმე გაზის ზეთი; ნავთობქიმიური ვარიანტის მიხედვით მუშაობისას: 195-270 °C, 270-420 °C და დანარჩენი > 420 °C. მსუბუქი გაზის ზეთი (195-350 °C) გამოიყენება როგორც დიზელის საწვავის კომპონენტი და როგორც გამხსნელი საწვავის ზეთების წარმოებაში. პარაფინური ნედლეულისგან მიღებული მსუბუქი კატალიზური გაზზეთის ცეტანური რაოდენობაა 45-56, ნაფთენო-არომატულიდან - 25-35. 195-270°C ფრაქცია გამოიყენება როგორც ფლოტაციური რეაგენტი, 270-420°C ფრაქცია გამოიყენება როგორც ნედლეული ნახშირბადის წარმოებისთვის. ნარჩენი პროდუქტები (>350°C ან >420°C) გამოიყენება ქვაბის საწვავის ან საკვების შემადგენელ კომპონენტებად თერმული კრეკინგისა და კოქსირების პროცესებისთვის.

ნავთობის ჰიდრო დამუშავება გადამამუშავებელ ქარხანაში
ჰიდრო დამუშავება ხორციელდება ჰიდროგენირებად კატალიზატორებზე ალუმინის, კობალტის და მოლიბდენის ნაერთების გამოყენებით. ნავთობის გადამუშავების ერთ-ერთი ყველაზე მნიშვნელოვანი პროცესი.
პროცესის ამოცანაა ბენზინის, ნავთის და დიზელის ფრაქციების, აგრეთვე ვაკუუმური გაზის ზეთის გაწმენდა გოგირდის, აზოტის შემცველი, ტარის ნაერთებისა და ჟანგბადისგან. ჰიდროგამამუშავებელი ქარხნები შეიძლება იკვებებოდეს კრეკინგის ან კოკოქსის ქარხნების რეციკლირებული დისტილატებით, ამ შემთხვევაში ასევე ხდება ოლეფინის ჰიდროგენიზაციის პროცესი. რუსეთის ფედერაციაში არსებული დანადგარების სიმძლავრე მერყეობს 600-დან 3000 ათას ტონამდე წელიწადში. წყალბადი, რომელიც საჭიროა ჰიდროგამწმენდი რეაქციებისთვის, მოდის კატალიზური რეფორმატორებისგან ან იწარმოება სპეციალურ ქარხნებში.
ნედლეული შერეულია წყალბადის შემცველ გაზთან 85-95% მოცულობითი კონცენტრაციით, რომელიც მოდის მოცირკულირე კომპრესორებიდან, რომლებიც ინარჩუნებენ წნევას სისტემაში. მიღებული ნარევი თბება ღუმელში 280-340 °C-მდე, ნედლეულის მიხედვით, შემდეგ შედის რეაქტორში. რეაქცია მიმდინარეობს ნიკელის, კობალტის ან მოლიბდენის შემცველ კატალიზატორებზე 50 ატმ-მდე წნევის ქვეშ. ასეთ პირობებში ხდება გოგირდის და აზოტის შემცველი ნაერთების განადგურება წყალბადის სულფიდის და ამიაკის წარმოქმნით, აგრეთვე ოლეფინების გაჯერებით. პროცესში თერმული დაშლის გამო წარმოიქმნება უმნიშვნელო (1,5-2%) დაბალოქტანური ბენზინი, ხოლო ვაკუუმური გაზის ზეთის ჰიდროდამუშავებისას წარმოიქმნება დიზელის ფრაქციის 6-8%. გასუფთავებულ დიზელის ფრაქციაში გოგირდის შემცველობა შეიძლება შემცირდეს 1,0%-დან 0,005%-მდე და ქვემოთ. პროცესის გაზები ექვემდებარება გაწმენდას წყალბადის სულფიდის ამოღების მიზნით, რომელიც მიეწოდება ელემენტარული გოგირდის ან გოგირდმჟავას წარმოებას.

ნავთობპროდუქტების ჰიდრო დამუშავება
ჰიდრომკურნალობა არის ნივთიერებების ქიმიური ტრანსფორმაციის პროცესი წყალბადის გავლენის ქვეშ მაღალ წნევასა და ტემპერატურაზე.
ნავთობის ფრაქციების ჰიდრო დამუშავება მიზნად ისახავს კომერციულ ნავთობპროდუქტებში გოგირდის ნაერთების შემცველობის შემცირებას.
გვერდითი მოვლენებია უჯერი ნახშირწყალბადების გაჯერება, ფისების, ჟანგბადის შემცველი ნაერთების შემცველობის შემცირება, აგრეთვე ნახშირწყალბადების მოლეკულების ჰიდროკრეკინგი. ნავთობის გადამუშავების ყველაზე გავრცელებული პროცესი.
ნავთობის შემდეგი ფრაქციები ექვემდებარება ჰიდრო დამუშავებას:
1. ბენზინის ფრაქციები (პირდაპირი და კატალიზური კრეკინგი);
2. ნავთის ფრაქციები;
3. დიზელის საწვავი;
4. ვაკუუმი გაზის ზეთი;
5. ზეთების ფრაქციები.
ბენზინის ფრაქციების ჰიდრო დამუშავება
არსებობს პირდაპირი ბენზინის ფრაქციების ჰიდრო დამუშავება და ბენზინის კატალიზური კრეკინგის ფრაქციები.
1. პირდაპირი ბენზინის ფრაქციების ჰიდრო დამუშავება.
ის მიზნად ისახავს ჰიდროგამუშავებული ბენზინის ფრაქციების - რეფორმირებისთვის ნედლეულის მოპოვებას. ბენზინის ფრაქციების ჰიდრო დამუშავების პროცესი ემყარება ჰიდროგენოლიზის რეაქციებს და მოლეკულების ნაწილობრივ განადგურებას წყალბადის შემცველ გაზში, რის შედეგადაც გარდაიქმნება გოგირდის, აზოტის, ჟანგბადის, ქლორის, ლითონების ორგანული ნაერთები, რომლებიც შეიცავს საკვებს. წყალბადის სულფიდში, ამიაკში, წყალში, წყალბადის ქლორიდში და შესაბამის ნახშირწყალბადებში საწვავის ხარისხი ჰიდროპროცესამდე და შემდეგ:
საწვავის ხარისხი ჰიდრო დამუშავებამდე და შემდეგ:

პროცესის პარამეტრები: წნევა 1,8-2 მპა; ტემპერატურა 350-420°C; წყალბადის შემცველობა WSG-ში - 75%; წყალბადის ცირკულაციის სიჩქარე 180-300 მ³/მ³; კატალიზატორი - ნიკელი - მოლიბდენი.
ტიპიური პროცესის მასალის ბალანსი:



პროცესის პარამეტრები: წნევა 1,5-2,2 მპა; ტემპერატურა 300-400°C; წყალბადის შემცველობა WSG-ში - 75%; წყალბადის ცირკულაციის სიჩქარე 180-250 მ³/მ³; კატალიზატორი - კობალტი - მოლიბდენი
დიზელის საწვავის ჰიდრო დამუშავება. დიზელის საწვავის ჰიდრო დამუშავება მიზნად ისახავს გოგირდის და პოლიარომატული ნახშირწყალბადების შემცველობის შემცირებას. გოგირდის ნაერთები იწვის გოგირდის დიოქსიდის წარმოქმნით, რომელიც წყალთან ერთად ქმნის გოგირდის მჟავას, მჟავა წვიმის ძირითად წყაროს. პოლიარომატი ამცირებს ცეტანის რაოდენობას. ვაკუუმური გაზის ნავთობის ჰიდროგადამუშავება მიზნად ისახავს გოგირდის და პოლიარომატული ნახშირწყალბადების შემცველობის შემცირებას. ჰიდრო დამუშავებული გაზის ზეთი არის კატალიზური კრეკინგის საკვები. გოგირდის ნაერთები შხამს კრეკინგის კატალიზატორს და ასევე აუარესებს კატალიზური კრეკინგი ბენზინის სამიზნე პროდუქტის ხარისხს (იხ. ბენზინის ფრაქციების ჰიდრომკურნალობა).
კლაუსის პროცესი (წყალბადის სულფიდის ოქსიდაციური გადაქცევა ელემენტარულ გოგირდად) ნავთობის გადამუშავებაში ქარხნებში
კლაუსის პროცესი არისწყალბადის სულფიდის კატალიზური ჟანგვითი გარდაქმნის პროცესი. წყალბადის სულფიდის წყარო ბუნებრივი და სამრეწველოა. ბუნებრივი წყაროებია ნავთობისა და გაზის საბადოები, ვულკანური აქტივობა, ბიომასის დაშლა და ა.შ. სამრეწველო წყაროები - ნავთობისა და გაზის გადამუშავება (ჰიდროგამწმენდი და ჰიდროკრეკინგის პროცესები), მეტალურგია და ა.შ.
წყალბადის სულფიდი, მიღებული ჰიდროგენაციის პროცესებიდან მჟავე და მჟავე ზეთების, გაზის კონდენსატებისა და ნავთობისა და ბუნებრივი აირების ამინის გამწმენდი ნაგებობების დასამუშავებლად, ჩვეულებრივ გამოიყენება გადამამუშავებელ ქარხნებში ელემენტარული გოგირდის, ზოგჯერ გოგირდმჟავას წარმოებისთვის.
წყალბადის სულფიდის გამოყენებისა და გოგირდის წარმოების მეთოდები
გარემოსდაცვითი რეგულაციების გამკაცრების გამო, რეგენერაციის შედეგად მიღებული მჟავა აირის განკარგვის მიზნით შეიძლება გამოყენებულ იქნას შემდეგი მეთოდები:
ინექცია წყალსაცავში (გაგდება);
გოგირდში გადამუშავება კლაუსის მეთოდით სარეალიზაციო გოგირდის წარმოებით GOST 127.1 93 ÷ 127.5 93 შესაბამისად;
H2S-ის თხევადი ფაზის დაჟანგვა არაკომერციული ან კომერციული გოგირდის წარმოებით.
მიწისქვეშა გაზის ინექცია
მჟავა აირის მიწისქვეშა შენახვა, როგორც განადგურების მეთოდი, ფართოდ გამოიყენება ჩრდილოეთ ამერიკაში და ხორციელდება დასავლეთ ევროპასა და ახლო აღმოსავლეთში. ინექცია მჟავა აირის, როგორც ნარჩენი პროდუქტის განკარგვის მიზნით, ტარდება რეზერვუარში, რომელსაც აქვს საკმარისი შთანთქმის უნარი - მაგალითად, არაპროდუქტიულ რეზერვუარში, გამოფიტულ გაზის ან ნავთობის რეზერვუარში, ასევე ზოგიერთ კარბონატულ ან მარილის რეზერვუარებში.
მჟავა გაზის მიწისქვეშა შენახვის პროცესები აქტიურად განვითარდა კანადასა და აშშ-ში 80-იანი წლების ბოლოს, როდესაც კომერციული გოგირდის ფასები დაბალი იყო (შესაბამისად, მცირე რაოდენობით კომერციული გოგირდის მოპოვება მინდვრებში წამგებიანი იყო), ხოლო გარემოსდაცვითი მოთხოვნები და კონტროლი ყოველთვის უფრო მაღალი იყო. მკაცრია მსოფლიოს ნავთობისა და გაზის მწარმოებელ რეგიონებთან მიმართებაში. გეოლოგიური კვლევები, მათ შორის მოდელირება, ტარდება მჟავა გაზების მოსაწყობად შესაფერისი რეზერვუარის შესარჩევად. როგორც წესი, არსებობს შესაძლებლობა იპოვოთ რეზერვუარი მჟავე გაზის კონსერვაციისთვის, რასაც მოწმობს დასრულებული პროექტების დიდი რაოდენობა ნავთობისა და გაზის ინდუსტრიაში ჩრდილოეთ ამერიკაში - დაახლოებით 50 საბადოზე კანადაში და 40 საბადოზე აშშ-ში. უმეტეს შემთხვევაში, საინექციო ჭაბურღილი განლაგებულია ინსტალაციისგან 0.1-4.0 კმ მანძილზე (ზოგიერთ შემთხვევაში 14-20 კმ-მდე), შთამნთქმელი ფენა მდებარეობს 0.6-2.7 კმ სიღრმეზე.
მაგალითად, Shute Creek გაზის გამწმენდი სადგურიდან (LaBarge გაზის საბადო, აშშ) შეჰყავთ 1,8 2,5 მილიონი მ3/დღეში მაწონი (H2S 70%); საინექციო დანადგარი ექსპლუატაციაში შევიდა 2005 წელს, როგორც გოგირდის აღდგენის განყოფილების შემცვლელი (Claus პროცესები H2S გოგირდად გადაქცევისთვის და SCOT კუდის აირებისთვის). ამრიგად, მჟავა აირის ინექცია წარმატებით შეიძლება გამოყენებულ იქნას როგორც მცირე, ასევე ფართომასშტაბიანი ასოცირებული და ბუნებრივი აირის გამწმენდ ნაგებობებში.
წყალსაცავში მჟავა აირის შეყვანის მეთოდს მრავალი ტექნიკური მახასიათებელი აქვს. საზღვარგარეთ ამ მეთოდის შემუშავების პროცესში დაგროვდა საკმაოდ დიდი გამოცდილება, რომელიც შეიძლება გამოყენებულ იქნას მსგავსი პროექტების განხორციელებაში რუსეთის ფედერაციასა და მეზობელ ქვეყნებში. კანადაში, მრავალ სფეროში, პროცესი მიმდინარეობს ციმბირის პირობებთან შესაბამის კლიმატურ პირობებში. საზღვარგარეთ მოქმედი და გარემოსდაცვითი ორგანიზაციები აკვირდებიან H2S და CO2-ის შესაძლო გაჟონვას მიწისქვეშა გაზის საწყობებიდან. ამ დრომდე პრობლემური შემთხვევები არ დაფიქსირებულა და მჟავე აირის ინექციური ღონისძიებების ეკონომიკური და ეკოლოგიური ეფექტურობა აღიარებულია, როგორც კარგი.
H2S + 0.5O2 → S + H2O.
პროცესის გამარტივებული ქიმია შემდეგია:
2H2S + 4Fe3+ → 2S+4H+ + 4Fe2+;
4H+ + О2 + 4Fe2+ → 2Н2О + 4Fe3+ ;
H2S + 0.5O2 → S + H2O.
ხსნარში რკინის იონები ქელატური კომპლექსის სახითაა.
ქელატის მეთოდის წარმატებული განხორციელების მაგალითი შეიძლება იყოს მერიჩემის LO CAT ტექნოლოგიით. კომპანიის ცნობით, შთამნთქმელის რეგენერაციის დროს მიღებული პროდუქტი არის მყარი გოგირდი („გოგირდის ნამცხვარი“), რომელიც შეიცავს ძირითადი ნივთიერების 60%-ს (აშშ-ში მისი გამოყენება შესაძლებელია სასუქად). სუფთა პროდუქტის - ტექნიკური გოგირდის მისაღებად GOST 127.1 93-ის მიხედვით - ტექნოლოგიურ სქემას უნდა დაემატოს სარეცხი მანქანები, ფილტრები და დნობები, რაც ამცირებს ქიმიკატების ღირებულებას, მაგრამ ზრდის კაპიტალსა და საოპერაციო ხარჯებს.
კომერციული თხევადი ფაზის დაჟანგვის პროცესის კიდევ ერთი მაგალითია Shell's SulFerox, რომელიც ზოგადად სქემატურად ჰგავს LO CAT პროცესს და განსხვავდება რეაქტიული შემადგენლობით. ნახაზი 2 გვიჩვენებს LO CAT პროცესის სქემატურ დიაგრამას, სურათი 3 გვიჩვენებს SulFerox პროცესის.


ნავთობის გადამუშავება რუსეთში ქარხანაში
რუსეთში ნავთობის გადამუშავება ხორციელდება 28 მსხვილ ნავთობგადამამუშავებელ ქარხანაში (გადამამუშავებელ ქარხანაში), ასევე 200-ზე მეტ მინიგადამამუშავებელ ქარხანაში, რომელთა ნახევარზე ნაკლები მუშაობს ლეგალურად. რუსეთში გადამამუშავებელი სიმძლავრეების მთლიანი სიმძლავრე 279 მლნ ტონაა, ნავთობის გადამუშავების უდიდესი სიმძლავრეები განლაგებულია ვოლგის, ციმბირის და ცენტრალური ფედერალურ ოლქებში. 2004 წელს აღინიშნა, რომ ამ სამ რაიონს შეადგენს რუსეთის ნავთობგადამამუშავებელი მთლიანი სიმძლავრის 70%-ზე მეტი. ძირითადი საწარმოო ობიექტები ძირითადად განლაგებულია ნავთობპროდუქტების მოხმარების უბნებთან: ქვეყნის ევროპულ ნაწილში - რიაზანის, იაროსლავის, ნიჟნი ნოვგოროდის, ლენინგრადის ოლქები, კრასნოდარის მხარე, ციმბირის სამხრეთით და შორეული აღმოსავლეთით - ქალაქებში ომსკში, ანგარსკში, აჩინსკში, ხაბაროვსკში, კომსომოლსკი-ამურში. გარდა ამისა, ქარხნები აშენდა ბაშკირში, სამარას რეგიონში და პერმის ტერიტორიაზე - რეგიონები, რომლებიც ოდესღაც ნავთობის წარმოების უდიდესი ცენტრები იყო. შემდგომში, როდესაც ნავთობის მოპოვება გადავიდა დასავლეთ ციმბირში, ნავთობის გადამამუშავებელი სიმძლავრეები ურალის და ვოლგის რეგიონში ზედმეტი გახდა. ამჟამად რუსეთში ნავთობისა და ნავთობპროდუქტების ბაზარზე დომინირებს რამდენიმე ნავთობკომპანია ვერტიკალურად ინტეგრირებული სტრუქტურით, რომლებიც აწარმოებენ და ამუშავებენ ზეთს. , ასევე ნავთობპროდუქტების რეალიზაცია, როგორც ნაყარი, ასევე საკუთარი მიწოდებისა და მარკეტინგის ქსელის მეშვეობით. ნავთობპროდუქტების ბაზარზე არსებული ვითარება მთლიანად დამოკიდებულია ნავთობკომპანიების სტრატეგიაზე, რომელიც ყალიბდება ნავთობის ფასების, სასაქონლო სტრუქტურისა და მოთხოვნის გეოგრაფიის გავლენის ქვეშ, ვერტიკალურად ინტეგრირებული კომპანიები ფლობენ ქვეყნის გადამუშავების სიმძლავრის 70%-ზე მეტს. 2010 წლის დასაწყისისთვის Rosneft-სა და LUKOIL-ს ჰქონდათ ყველაზე დიდი დადგმული სიმძლავრე, ისინი ასევე ლიდერები არიან ნავთობის გადამუშავების მოცულობებით, შესაბამისად 49,6 მილიონი ტონა და 44,3 მილიონი ტონა. საერთო ჯამში, ეს არის რუსეთში გადამუშავებული ნედლეულის თითქმის 40%.
ნავთობის გადამუშავების ისტორია რუსეთში გადამამუშავებელ ქარხნებში
რუსეთში ნავთობგადამამუშავებელი ქარხნების უმეტესობა გამოჩნდა დიდი სამამულო ომის შემდეგ ორი ათწლეულის განმავლობაში. 1945 წლიდან 1965 წლამდე ექსპლუატაციაში შევიდა 16 გადამამუშავებელი ქარხანა.
ნავთობგადამამუშავებელი ქარხნების განთავსების ადგილების არჩევისას, პირველ რიგში, ვიხელმძღვანელეთ იმ ტერიტორიებთან სიახლოვის პრინციპით, სადაც ნავთობპროდუქტები მოიხმარება. გადამამუშავებელი ქარხნები რიაზანის, იაროსლავისა და გორკის რეგიონებში ორიენტირებული იყო ცენტრალურ ეკონომიკურ რეგიონზე; ლენინგრადის რეგიონში - ლენინგრადის ინდუსტრიულ ცენტრამდე; კრასნოდარის მხარეში - მჭიდროდ დასახლებულ ჩრდილოეთ კავკასიის რეგიონში, ომსკის რეგიონში და ანგარსკში - ციმბირის საჭიროებებზე. თუმცა, ნავთობპროდუქტების წარმოებაც ნავთობპროდუქტების წარმოების ადგილებში გაიზარდა. 1960-იანი წლების ბოლომდე, ურალ-ვოლგის რეგიონი იყო ქვეყნის მთავარი ნავთობის მწარმოებელი რეგიონი, ხოლო ახალი გადამამუშავებელი ქარხნები აშენდა ბაშკირში, კუიბიშევისა და პერმის რეგიონებში. ამ ქარხნებმა დაფარეს ნავთობპროდუქტების დეფიციტი ციმბირში და რუსეთის სხვა რეგიონებში, ასევე ყოფილი სსრკ-ს საკავშირო რესპუბლიკებში.
1966-1991 წლებში სსრკ-ში აშენდა 7 ახალი გადამამუშავებელი ქარხანა, მათგან 6 რსფსრ-ს ფარგლებს გარეთ (ლისიჩანსკში, მოზირში, მაჟეიკაიში, ჩარჯოუში, ჩიმკენტში და პავლოდარში). ერთადერთი ახალი ნავთობგადამამუშავებელი ქარხანა, რომელიც აშენდა 1966 წლის შემდეგ რსფსრ-ს ტერიტორიაზე, იყო აჩინსკის ნავთობგადამამუშავებელი ქარხანა, რომელიც ექსპლუატაციაში შევიდა 1982 წელს. გარდა ამისა, 1979 წელს ნიჟნეკამსკში (ნიჟნეკამსკნეფტეხიმი) მოეწყო ნავთობის გადამუშავება ნავთობქიმიური წარმოებისთვის ნედლეულის მოთხოვნის დასაკმაყოფილებლად.1990-იან წლებში ნავთობის გადამუშავებაში წარმოების მკვეთრი კლება დაფიქსირდა. ნავთობის შიდა მოხმარების მკვეთრი შემცირების გამო, საერთო პირველადი გადამუშავების სიმძლავრე 296 მილიონი ტონა წელიწადში, 2000 წელს ფაქტობრივად გადამუშავდა 168,7 მილიონი ტონა, ანუ ნავთობგადამამუშავებელი ქარხნების დატვირთვა დაეცა 49,8%-მდე. ნავთობგადამამუშავებელი ქარხნების უმეტესობაში ნავთობის გადამუშავების ჩამორჩენილი სტრუქტურა კვლავ შენარჩუნდა დესტრუქციული გაღრმავების პროცესების დაბალი წილით, ისევე როგორც მეორადი პროცესებით, რომლებიც მიმართულია პროდუქციის ხარისხის გაუმჯობესებაზე. ყოველივე ამან განაპირობა ნავთობის გადამუშავების დაბალი სიღრმე და წარმოებული ნავთობპროდუქტების დაბალი ხარისხი. 1999 წელს ნავთობის გადამუშავების სიღრმე რუსეთში საშუალოდ 67,4%-ს შეადგენდა და მხოლოდ ომსკის გადამამუშავებელ ქარხანაში მიაღწია 81,5%-ს, მიუახლოვდა დასავლეთ ევროპის სტანდარტებს.

მომდევნო წლებში გამამხნევებელი ტენდენცია გაჩნდა ნავთობის გადამუშავებაში. 2002-2007 წლებში ნავთობის გადამუშავების მოცულობების სტაბილური ზრდა დაფიქსირდა საშუალო წლიური ზრდით დაახლოებით 3%-ით 2002-2004 წლებში და 5,5%-ით 2005-2007 წლებში. 2005 წელს მოქმედი გადამამუშავებელი ქარხნების საშუალო დატვირთვა პირველადი გადამუშავებისთვის იყო 80%, გადამუშავების მოცულობა გაიზარდა 179-დან 2000 წელს 220 მილიონ ტონამდე 2006 წელს. მნიშვნელოვნად გაიზარდა ინვესტიციები ნავთობის გადამუშავებაში. 2006 წელს მათ შეადგინეს 40 მილიარდი რუბლი, რაც 12%-ით მეტია 2005 წელთან შედარებით. გაიზარდა ნავთობის გადამუშავების სიღრმეც.
არაერთმა გადამამუშავებელმა ქარხანამ ჩაატარა ნავთობის ღრმა გადამუშავების კომპლექსების მშენებლობა. 2004 წელს ვაკუუმური გაზის ნავთობის ჰიდროკრეკინგ კომპლექსი ექსპლუატაციაში შევიდა პერმის გადამამუშავებელ ქარხანაში (LUKOIL); რიაზანის გადამამუშავებელი ქარხანა (TNK-BP).
2010 წლის ოქტომბრის ბოლოს, Tatneft Group-მა ექსპლუატაციაში ჩაუშვა ნავთობგადამამუშავებელი პირველადი განყოფილება წელიწადში 7 მილიონი ტონა სიმძლავრით - ნიჟნეკამსკში მშენებარე ნავთობგადამამუშავებელი ქარხნების და ნავთობქიმიური ქარხნების კომპლექსის ნაწილი "TANECO". კომპლექსი ორიენტირებულია მძიმე მაწონის ღრმა გადამუშავებაზე, საიდანაც იგეგმება მაღალი ხარისხის ნავთობპროდუქტების, მათ შორის, ევრო-5 სტანდარტის ბენზინისა და დიზელის საწვავის წარმოება. დამუშავების სიღრმე იქნება 97%. 2010 წლის ბოლოს ნიჟნი ნოვგოროდის ნავთობგადამამუშავებელმა ქარხანამ დაიწყო ევრო-4 საავტომობილო ბენზინის წარმოება. 2011 წლის იანვარში სარატოვის გადამამუშავებელმა ქარხანამ დაიწყო ევრო-4 დიზელის საწვავის წარმოება.
მთლიანობაში, 2008-2010 წლებში ნავთობკომპანიებმა 177 მილიარდი რუბლის ინვესტიცია განახორციელეს გადამამუშავებელი ქარხნების მოდერნიზაციაში. ამ პერიოდის განმავლობაში, ვერტიკალურად ინტეგრირებული ნავთობკომპანიების გადამამუშავებელ ქარხნებში აშენდა ექვსი ახალი და რეკონსტრუირებული ათი მოქმედი ბლოკი მაღალი ხარისხის საავტომობილო საწვავის წარმოებისთვის.
2011 წლის შუა რიცხვებში აღინიშნა, რომ მოდერნიზაცია მიმდინარეობდა რუსეთის უმსხვილესი ნავთობგადამამუშავებელი ქარხნების უმეტესობაში.
2011 წლის 8 ივლისს პუტინმა გამართა შეხვედრა რუსეთის ფედერაციაში ნავთობის გადამუშავების და ნავთობპროდუქტების ბაზრის მდგომარეობის შესახებ. პუტინმა თქვა, რომ აუცილებელია ნავთობის გადამუშავების სიღრმის გაზრდა, რათა იგი სრულად დაფაროს ნავთობპროდუქტების შიდა ბაზრის საჭიროებებს. პუტინის თქმით, აუცილებელია ნავთობის გადამუშავების და კონკრეტულად მეორადი გადამუშავების მოცულობის გაზრდა, მათ შორის ისეთი ტექნოლოგიური პროცესების მეშვეობით, როგორიცაა იზომერიზაცია, რეფორმირება და კრეკინგი. მან შესთავაზა ნედლი ნავთობისა და მუქი ნავთობპროდუქტების მოვალეობების თანდათანობითი დაახლოების დაწყებას. თავდაპირველად, პუტინის თქმით, შემოთავაზებულია ნავთობზე საექსპორტო გადასახადის 60%-მდე შემცირება და ნავთობპროდუქტებზე საექსპორტო გადასახადის დაწესება ნედლი ნავთობის საექსპორტო გადასახადის 66%-ზე, ხოლო 2015 წლიდან მიაღწიოს თანაბარ განაკვეთებს მაზუთზე და ნედლი ნავთობის. პუტინის თქმით, ნავთობის გადამუშავების მოდერნიზაციის პროცესი ყველაზე ფრთხილად კონტროლის ქვეშ უნდა იყოს როგორც თავად კომპანიების, ასევე სახელმწიფო კონტროლის ქვეშ და ყველა კომპანიამ უნდა წარადგინოს კონკრეტული პროგრამები გადამამუშავებელი ქარხნების რეკონსტრუქციისა და განვითარებისთვის.

2011 წელს დაიდო სამმხრივი მოდერნიზაციის ხელშეკრულებები (ნავთობის კომპანიების, მთავრობისა და ფედერალური ანტიმონოპოლიური სამსახურის), რომელიც ითვალისწინებს, რომ 2015 წლისთვის რუსეთი აწარმოებს დაახლოებით 180 მილიონ ტონა მსუბუქი ნავთობპროდუქტს. შეთანხმებებში ნათქვამია, რომ ქარხნის მოდერნიზაციის დროს 2020 წლამდე, ნავთობკომპანიები განახორციელებენ რეკონსტრუქციას და ააშენებენ ქარხანაში 124 მეორადი პროცესის ერთეულს. რუსეთის ენერგეტიკის სამინისტრო უზრუნველყოფს მუდმივ კონტროლს და, თავისი კომპეტენციის ფარგლებში, აკონტროლებს ნავთობგადამამუშავებელი სიმძლავრეების მოდერნიზაციისა და ახალი გადამამუშავებელი სიმძლავრეების ექსპლუატაციას პროგრამების განხორციელებას 2011 წლის 8 ივლისისა და 2011 წლის 28 დეკემბრის პუტინის მითითებების შესასრულებლად.

2011 წლის აგვისტოს ბოლოს პუტინმა ხელი მოაწერა მთავრობის განკარგულებას No716, რომელიც ადგენს ნავთობპროდუქტებზე საექსპორტო საბაჟო გადასახადის გამოანგარიშების ახალ პროცედურას. რეზოლუცია მიღებულ იქნა ეგრეთ წოდებული „60-66“ სქემის დანერგვის ფარგლებში, რომელიც შექმნილია მრეწველობის განვითარების სტიმულირებისთვის და ნავთობის გადამუშავების სიღრმის გაზრდის მიზნით. ამ სქემის მიხედვით, 2011 წლის 1 ოქტომბრიდან, ბნელი ნავთობპროდუქტების (საწვავი, ბენზოლი, ტოლუოლი, ქსილენები, ვაზელინი, პარაფინი და საპოხი ზეთები), ასევე დიზელის საწვავის ექსპორტზე გადასახადები გაიზარდა 46,7%-დან. ნავთობის გადასახადი 66%-მდე. ამავდროულად, 60-66 სქემით ნედლ ნავთობზე საექსპორტო გადასახადი შემცირდა ნავთობკომპანიების იმ ხარჯების კომპენსაციის მიზნით, რომლებსაც ისინი გაღებდნენ ნავთობპროდუქტებზე გადასახადების გაზრდასთან დაკავშირებით. ადრე განაკვეთი გამოითვლებოდა ფორმულით "ნავთობის ფასი წინა თვის მონიტორინგის საფუძველზე, პლუს 65% ამ ფასს შორის სხვაობის და 182 აშშ დოლარი 1 ტონაზე (25 დოლარი 1 ბარელზე - ფასი აღებული როგორც ძირითადი)", ახლა. ფასის სხვაობის 60% ჩანს ფორმულაში. №716 დადგენილებით, 2015 წლის 1 იანვრიდან მუქ ნავთობპროდუქტებზე გადასახადი გაიზრდება ნედლ ნავთობზე გადასახადის 100%-მდე, მსუბუქ ზეთზე გადასახადი არ შეიცვლება.

ქარხნის მოდერნიზაციის 2011 წლის პროგრამა ნავთობკომპანიებმა სრულად განახორციელეს. როსნეფტმა რეკონსტრუქცია მოახდინა ნავთობის გადამამუშავებელი ხუთი ბლოკი: ერთი ჰიდროკრეკინგის ბლოკი, ერთი დიზელის საწვავის ჰიდროგამწმენდი განყოფილება კუიბიშევის გადამამუშავებელ ქარხანაში და სამი კატალიზური რეფორმირების განყოფილება კუიბიშევის, სიზრანისა და კომსომოლსკის გადამამუშავებელ ქარხნებში. გარდა ამისა, 2011 წელს, OAO Slavneft-YaNOS-ის გადამამუშავებელ ქარხანაში ვადაზე ადრე ამოქმედდა იზომერიზაციის განყოფილება, რომლის სიმძლავრე იყო 718,000 ტონა წელიწადში. 2011 წლის შედეგების მიხედვით, საწვავის წარმოების გეგმა, რომელიც საფუძვლად დაედო მოდერნიზაციის ხელშეკრულებებს, კომპანიებმა ზედმეტადაც კი შეასრულეს. ასე რომ, დიზელის საწვავი გამოცხადდა 1,8 მილიონი ტონით მეტით წარმოებული. ანატოლი გოლომოლზინმა, FAS-ის ხელმძღვანელის მოადგილემ, თქვა: ”ფაქტობრივად, პირველად მრავალი წლის განმავლობაში, რუსულმა კომპანიებმა დაიწყეს სერიოზულად ჩართვა ნავთობის გადამუშავებაში. მოდერნიზაციაში ინვესტიცია საერთოდ არ ჩათვალეს საჭიროდ და უფრო მარტივ გზებს ამჯობინეს. მაგალითად, აწარმოებდნენ მაზუთს და გაჰქონდათ ექსპორტზე. მაგრამ მას შემდეგ, რაც მუქ და ღია ნავთობპროდუქტებზე საექსპორტო გადასახადები გაათანაბრეს, მაზუთის ტარება წამგებიანი გახდა. ახლა, ეკონომიკური თვალსაზრისით, უფრო საინტერესოა პროდუქციის წარმოება უფრო ღრმა გადამუშავების ხარისხით. უფრო მეტიც, აქციზის მოქმედი სისტემა ხელს უწყობს ნავთობკომპანიებს უფრო მაღალი ხარისხის მსუბუქი ნავთობპროდუქტების წარმოებაში“.
2012 წლის გაზაფხულის მდგომარეობით მიმდინარეობდა სამუშაოები 40 ერთეულის რეკონსტრუქცია-აშენებაზე, რომელთა ექსპლუატაციაში გაშვება იგეგმება 2013-2015 წლებში; 2016-2020 წლებში ექსპლუატაციაში დაგეგმილი მეორადი პროცესის ბლოკების მშენებლობა ძირითადად დაგეგმვის ან საბაზისო დიზაინის ეტაპზე იყო.
2012 წლის შუა რიცხვებში აღინიშნა, რომ ქარხნის მოდერნიზაცია დადგენილი პროგრამის ფარგლებში მიმდინარეობდა.
2012 წლის ბოლოს, რუსეთის ნავთობგადამამუშავებელმა ინდუსტრიამ დაამყარა რეკორდი ნავთობის გადამუშავების მოცულობით ბოლო 20 წლის განმავლობაში და პირველად ბოლო ხუთი ან ექვსი წლის განმავლობაში, თავიდან აიცილა შემოდგომის კრიზისი ბენზინის ბაზარზე.
სტატიის წყაროები "ნავთობის გადამამუშავებელი ქარხანა (Oil Refinery) არის"
en.wikipedia.org - თავისუფალი ენციკლოპედია
ngfr.ru - ყველაფერი ნავთობისა და გაზის შესახებ
youtube.ru - ვიდეო ჰოსტინგი
newchemistry.ru - ნავთობგადამამუშავებელი ქარხნების ნაკადის დიაგრამები
ecotoc.ru - გარემოსდაცვითი ტექნოლოგიები
atexnik.ru - საგანმანათლებლო და საინფორმაციო პორტალი
newsruss.ru - რუსეთის ნავთობგადამამუშავებელი ინდუსტრია
რუსეთს, მსოფლიოში ნავთობის ერთ-ერთ წამყვან მწარმოებელს, აქვს მნიშვნელოვანი შესაძლებლობები „შავი ოქროს“ რაფინირებული პროდუქციის წარმოებისთვის. ქარხნები აწარმოებენ საწვავს, ნავთობსა და ნავთობქიმიურ პროდუქტებს, ხოლო ბენზინის, დიზელის საწვავის და გათბობის ნავთობის მთლიანი წლიური წარმოება ათეულ მილიონ ტონას აღწევს.
რუსული ნავთობის გადამუშავების მასშტაბები
ამჟამად რუსეთში ამ ინდუსტრიაში 32 მსხვილი ნავთობგადამამუშავებელი ქარხანა და კიდევ 80 მინი საწარმო მუშაობს. ქვეყნის გადამამუშავებელი ქარხნების მთლიანი სიმძლავრე იძლევა 270 მილიონი ტონა ნედლეულის გადამუშავების შესაძლებლობას. თქვენს ყურადღებას წარმოგიდგენთ ნავთობგადამამუშავებელ ქარხანას 10 საუკეთესო დადგმული საწარმოო სიმძლავრის მიხედვით. სიაში შეტანილი საწარმოები ეკუთვნის როგორც სახელმწიფო, ისე კერძო ნავთობკომპანიებს.
1. Gazpromneft-ONPZ (20,89 მილიონი ტონა)
Gazpromneft-ONPZ საწარმო უფრო ცნობილია, როგორც ომსკის ნავთობგადამამუშავებელი ქარხანა. ქარხანა ეკუთვნის Gazprom Neft-ს (გაზპრომის სტრუქტურა). საწარმოს აშენების გადაწყვეტილება მიიღეს 1949 წელს, ქარხანა ამოქმედდა 1955 წელს. დადგმული სიმძლავრე 20,89 მლნ ტონას აღწევს, გადამუშავების სიღრმე (ნედლეულის მოცულობის თანაფარდობა წარმოებული პროდუქციის რაოდენობასთან) 91,5%-ია. 2016 წელს ომსკის გადამამუშავებელმა ქარხანამ 20,5 მილიონი ტონა ნავთობი გადაამუშავა. პრონედრამ ადრე დაწერა, რომ ქარხანაში ფაქტობრივი გადამუშავება 2016 წელს 2015 წლის დონესთან შედარებით შემცირდა.
გასულ წელს 4,7 მილიონი ტონა ბენზინი და 6,5 მილიონი ტონა დიზელის საწვავი იქნა წარმოებული. საწვავის გარდა, ქარხანა აწარმოებს ბიტუმს, კოქს, მჟავებს, ტარს და სხვა პროდუქტებს. ბოლო რამდენიმე წლის განმავლობაში, ობიექტების მოდერნიზაციის გამო, საწარმომ შეამცირა ატმოსფეროში ემისიების რაოდენობა 36%-ით, 2020 წლისთვის იგეგმება გარემოზე მავნე ზემოქმედების ხარისხის შემცირება კიდევ 28%-ით. საერთო ჯამში, ბოლო 20 წლის განმავლობაში, ემისიების რაოდენობა ხუთჯერ შემცირდა.
2. Kirishinefteorgsintez (20,1 მილიონი ტონა)
კირიშის ნავთობგადამამუშავებელი ქარხანა (Kirishinefteorgsintez, Surgutneftegaz-ის საწარმო) 20,1 მილიონი ტონა სიმძლავრით მდებარეობს ლენინგრადის რეგიონის ქალაქ კირიშიში. ექსპლუატაციაში შესვლა მოხდა 1966 წელს. ფაქტობრივად, საშუალოდ ამუშავებს 17 მილიონ ტონაზე მეტ ნავთობს 54,8% სიღრმეზე. საწვავის და საპოხი მასალების გარდა, ის აწარმოებს ამიაკს, ბიტუმს, გამხსნელებს, გაზებს, ქსილენებს. კომპანიის ცნობით, ბოლო წლებში, 2,4 ათასი ნიმუშის ანალიზის შედეგების მიხედვით, ატმოსფერულ ჰაერში მავნე ნივთიერებების ემისიების სტანდარტების გადაჭარბება არ გამოვლენილა. კომპლექსის სანიტარიული დაცვის ზონის საკონტროლო პუნქტებში გარემოსდაცვითი დარღვევები არ დაფიქსირებულა.
3. Ryazan Oil Refining Company (18,8 მილიონი ტონა)
როსნეფტის უდიდესი ქარხანა 18,8 მილიონი ტონა სიმძლავრით - რიაზანის ნავთობგადამამუშავებელი კომპანია (2002 წლამდე - რიაზანის ნავთობგადამამუშავებელი ქარხანა) - აწარმოებს ბენზინს, დიზელის საწვავს, თვითმფრინავის საწვავს, ქვაბის საწვავს, ბიტუმს სამშენებლო და საგზაო მრეწველობისთვის. კომპანიამ ფუნქციონირება 1960 წელს დაიწყო. გასულ წელს ქარხანამ გადაამუშავა 16,2 მლნ ტონა ნედლეული 68,6% სიღრმით და აწარმოა 15,66 მლნ ტონა პროდუქტი, მათ შორის 3,42 მლნ ტონა ბენზინი, 3,75 მლნ ტონა დიზელის საწვავი და 4,92 მლნ ტონა მაზუთი. 2014 წელს საწარმოში ფუნქციონირება დაიწყო გარემოსდაცვითი კვლევის ცენტრმა. ასევე არის ხუთი გარემოსდაცვითი ლაბორატორია. მავნე გამონაბოლქვი გაზომილია 1961 წლიდან.
4. Lukoil-Nizhegorodnefteorgsintez (17 მილიონი ტონა)
ნავთობის შიდა გადამუშავების ერთ-ერთი ლიდერი, ლუკოილ-ნიჟეგოროდნეფტეორგსინტეზის საწარმო (მფლობელი - ლუკოილი), მდებარეობს ნიჟნი ნოვგოროდის რეგიონის ქალაქ ქსტოვოში. საწარმო, რომლის სიმძლავრე ამჟამად 17 მილიონ ტონას აღწევს, გაიხსნა 1958 წელს და მიიღო სახელწოდება ნოვოგორკოვსკის ნავთობგადამამუშავებელი ქარხანა.
გადამამუშავებელი ქარხანა აწარმოებს 70-მდე სახეობის პროდუქტს, მათ შორის ბენზინს და დიზელის საწვავს, საავიაციო საწვავს, პარაფინებს და ნავთობის ბიტუმს. Lukoil-Nizhegorodnefteorgsintez ერთადერთი კომპანიაა რუსეთში, რომელიც აწარმოებს მძიმე ტიპის საკვებ პარაფინებს. დამუშავების სიღრმე 75%-ს აღწევს. ქარხანას აქვს ეკოლოგიური ლაბორატორია, რომელიც მოიცავს ორ მობილურ კომპლექსს. „სუფთა ჰაერის“ პროგრამის ფარგლებში, ქარხნის ავზები აღჭურვილია პონტონებით, რათა ათობითჯერ შემცირდეს ატმოსფეროში ნახშირწყალბადების გამოყოფის რაოდენობა. ბოლო ათი წლის განმავლობაში გარემოს დაბინძურების საშუალო მაჩვენებლები სამჯერ შემცირდა.
5. Lukoil-Volgogradneftepererabotka (15,7 მილიონი ტონა)
ვოლგოგრადის (სტალინგრადის) გადამამუშავებელი ქარხანა, რომელიც 1957 წელს დაიწყო, 1991 წელს გახდა ლუკოილის ნაწილი და მიიღო ახალი სახელი - ლუკოილ-ვოლგოგრადნეფტეპერერაბოტკა. ქარხნის სიმძლავრე 15,7 მლნ ტონაა, რეალური სიმძლავრე 12,6 მლნ ტონაა დამუშავების სიღრმე 93%. ახლა კომპანია აწარმოებს დაახლოებით შვიდი ათეული სახის რაფინირებულ პროდუქტს, მათ შორის საავტომობილო ბენზინს, დიზელის საწვავს, თხევად გაზებს, ბიტუმს, ზეთებს, კოქსებს და გაზის ზეთებს. ლუკოილის ინფორმაციით, გარემოსდაცვითი უსაფრთხოების პროგრამის განხორციელების წყალობით, მთლიანი ემისიები 44%-ით შემცირდა.
6. Slavneft-Yaroslavnefteorgsintez (15 მილიონი ტონა)
ნოვო-იაროსლავის ნავთობგადამამუშავებელი ქარხანა (ამჟამად Slavneft-YANOS, გაზპრომისა და სლავნეფტის ერთობლივი საკუთრება) ფუნქციონირება დაიწყო 1961 წელს. ქარხნის ამჟამინდელი დადგმული სიმძლავრე 15 მილიონი ტონა ნედლეულია, გადამუშავების სიღრმე 66%. საწარმო ეწევა საავტომობილო ბენზინების, დიზელის საწვავის, რეაქტიული ძრავებში გამოყენებული საწვავის, ზეთების ფართო ასორტიმენტს, ბიტუმის, ცვილების, პარაფინების, არომატული ნახშირწყალბადების, მაზუთის და თხევადი გაზების წარმოებას. ბოლო 11 წლის განმავლობაში Slavneft-Yaroslavnefteorgsintez-მა მნიშვნელოვნად გააუმჯობესა თავისი სამრეწველო ჩამდინარე წყლების ხარისხი. ადრე დაგროვილი ნარჩენების რაოდენობა 3,5-ჯერ შემცირდა, ხოლო დამაბინძურებლების ემისიების მოცულობა ატმოსფეროში - 1,4-ჯერ.
7. Lukoil-Permnefteorgsintez (13,1 მილიონი ტონა)
1958 წელს ექსპლუატაციაში შევიდა პერმის ნავთობგადამამუშავებელი ქარხანა. მოგვიანებით მან მიიღო ისეთი სახელები, როგორიცაა პერმის ნავთობგადამამუშავებელი ქარხანა, პერმნეფტეორგსინტეზი, რის შედეგადაც ლუკოილის საკუთრებაში გადაქცევის შემდეგ მას დაერქვა Lukoil-Permnefteorgsintez. ნედლეულის გადამუშავების 88%-იანი სიღრმის მქონე საწარმოს სიმძლავრე 13,1 მლნ ტონას აღწევს. Lukoil-Permnefteorgsintez აწარმოებს პროდუქციის ფართო ასორტიმენტს, მათ შორის ათეულ პროდუქტს - ბენზინს, დიზელის საწვავს, რეაქტიული ელექტროსადგურების საწვავს, გაზის ზეთებს, ტოლუოლს, ბენზოლს, თხევად ნახშირწყალბადის გაზებს, გოგირდს, მჟავებს და ნავთობის კოქსებს.
ქარხნის მენეჯმენტის დარწმუნებით, საწარმო აქტიურად ახორციელებს ზომებს, რომლებიც შესაძლებელს გახდის გარემოში დამაბინძურებელი კომპონენტების მარეგულირებელ ლიმიტებზე გადამეტებული ემისიების გამორიცხვას. ყველა სახის ზეთოვანი ნარჩენები იყრება სპეციალური თანამედროვე აღჭურვილობის გამოყენებით. გასულ წელს ქარხანამ გაიმარჯვა კონკურსში „რუსეთის გარემოს დაცვის ლიდერი“.
8. Gazprom Neft - მოსკოვის გადამამუშავებელი ქარხანა (12,15 მილიონი ტონა)
მოსკოვის ნავთობგადამამუშავებელი ქარხანა („გაზპრომ ნეფტის“ საკუთრებაშია), რომელიც ამჟამად აკმაყოფილებს რუსეთის დედაქალაქის ნავთობპროდუქტების საჭიროებების 34%-ს, აშენდა 1938 წელს. ქარხნის სიმძლავრე 12,15 მლნ ტონას აღწევს დამუშავების სიღრმე 75%. ქარხანა ძირითადად დაკავებულია საწვავის სეგმენტით - აწარმოებს საავტომობილო საწვავს, მაგრამ დამატებით აწარმოებს ბიტუმს. ასევე იწარმოება თხევადი აირები საყოფაცხოვრებო და კომუნალური საჭიროებისთვის, მაზუთი. „გაზპრომნეფტ-მოსკოვის ქარხნის“ ინფორმაციით, კომპანიის გარემოსდაცვითი მართვის სისტემა საერთაშორისო სტანდარტებს შეესაბამება.
თუმცა, 2014 წლიდან, ქარხანა არაერთხელ მოექცა ყურადღების ცენტრში მოსკოვის ატმოსფერულ ჰაერში წყალბადის სულფიდის გამონაბოლქვის გამო. მიუხედავად იმისა, რომ საგანგებო სიტუაციების სამინისტროს ცნობით, აღნიშნული ნავთობგადამამუშავებელი ქარხანა მართლაც აღმოჩნდა დაბინძურების წყარო, შესაბამისი ოფიციალური ბრალდება არ წაუყენებიათ და ქალაქში მდებარე კიდევ სამი ათეული სამრეწველო ობიექტი დაეცა ეჭვის ქვეშ. 2017 წელს მოსკოვის გადამამუშავებელი ქარხნის წარმომადგენლებმა განაცხადეს, რომ საწარმოს ტერიტორიაზე დამაბინძურებლების ემისიების ჭარბი რაოდენობა არ ყოფილა. შეგახსენებთ, რომ მოსკოვის მერიამ მცენარეთა ემისიების მონიტორინგის სისტემის ამოქმედების შესახებ განაცხადა.
9. RN-Tuapse Refinery (12 მილიონი ტონა)
RN-Tuapse ქარხანა არის უძველესი ნავთობგადამამუშავებელი ქარხანა რუსეთში. იგი აშენდა 1929 წელს. საწარმოს უნიკალურობა იმაშიც მდგომარეობს, რომ ეს არის ერთადერთი გადამამუშავებელი ქარხანა ქვეყანაში, რომელიც მდებარეობს შავი ზღვის სანაპიროზე. RN-Tuapse ქარხნის მფლობელი არის როსნეფტის კორპორაცია. ქარხნის სიმძლავრე 12 მლნ ტონაა (ფაქტობრივად, წელიწადში 8,6 მლნ ტონა ნედლეული გადამუშავდება), გადამუშავების სიღრმე 54%-მდეა. წარმოებული პროდუქციის ძირითადი ასორტიმენტია ბენზინი, მათ შორის ტექნოლოგიური, დიზელის საწვავი, განათებისთვის განკუთვნილი ნავთი, მაზუთი და თხევადი გაზი. ქარხნის ადმინისტრაციის ინფორმაციით, ქარხანამ მოკლე დროში მოახერხა ატმოსფეროში დამაბინძურებლების გამონაბოლქვის განახევრება. ასევე, პირველი კატეგორიის სათევზაო რეზერვუარების დონემდე მიყვანილია ჩამდინარე წყლების ხარისხი.
10. ანგარსკის პეტროქიმიური კომპანია (10,2 მილიონი ტონა)
ანგარსკში, ირკუტსკის რეგიონში, მდებარეობს ანგარსკის პეტროქიმიური კომპანიის საწარმოო ობიექტები, რომელიც სპეციალიზირებულია ნავთობის გადამუშავებაში. კომპლექსში შედის ნავთობგადამამუშავებელი ქარხანა, ქიმიური დანადგარები, ასევე ზეთების წარმოების ქარხანა. დადგმული სიმძლავრე - 10,2 მლნ ტონა, დამუშავების სიღრმე - 73,8%. კომპლექსი 1945 წელს ამოქმედდა, როგორც თხევადი ნახშირის საწვავის წარმოების საწარმო, ხოლო 1953 წელს ამოქმედდა პირველი ნავთობქიმიური ობიექტები. ახლა კომპანია აწარმოებს ბენზინს, დიზელის საწვავს, ნავთს თვითმფრინავისთვის, სპირტებს, მაზუთს, გოგირდის მჟავას და ზეთებს. გარემოსდაცვითი უსაფრთხოების ღონისძიებების განხორციელების ფარგლებში, ნარჩენი აირების გასანეიტრალებლად დამონტაჟდა დახურული ფარები, შენდება გადამუშავების წყალმომარაგების სისტემა.
ლიდერები ნავთობის გადამუშავებაში: ტოპ რეგიონები და კომპანიები
თუ ვსაუბრობთ რუსეთის ნავთობგადამამუშავებელ ინდუსტრიაზე მთლიანობაში, მაშინ იგი ხასიათდება კონსოლიდაციის დიდი (90%-მდე) ხარისხით. ქარხნები ძირითადად მუშაობენ ვერტიკალურად ინტეგრირებული კომპანიების შემადგენლობაში.
რუსეთში არსებული ნავთობგადამამუშავებელი ქარხნების უმეტესობა ჯერ კიდევ საბჭოთა პერიოდში აშენდა. ნავთობგადამამუშავებელი ქარხნების განაწილება რეგიონების მიხედვით განხორციელდა ორი პრინციპის მიხედვით - ნედლეულის საბადოებთან სიახლოვე და რსფსრ კონკრეტულ რეგიონებში ან სსრკ მეზობელ რესპუბლიკებში საწვავის და საპოხი მასალების და ნავთობქიმიური პროდუქტების მიწოდების საჭიროების შესაბამისად. ამ ფაქტორებმა წინასწარ განსაზღვრა თანამედროვე რუსული სახელმწიფოს ტერიტორიაზე ნავთობგადამამუშავებელი სიმძლავრეების ადგილმდებარეობის სურათი.
„შავი ოქროს“ შიდა გადამუშავების განვითარების ამჟამინდელი ეტაპი ხასიათდება არა მხოლოდ სიმძლავრის ზრდით, არამედ წარმოების სრული მოდერნიზაციით. ეს უკანასკნელი საშუალებას აძლევს რუსულ კომპანიებს გააუმჯობესონ პროდუქციის ხარისხი ყველაზე მკაცრი საერთაშორისო სტანდარტების დონეზე და გაზარდონ ნედლეულის გადამუშავების სიღრმე, ასევე მინიმუმამდე დაიყვანონ უარყოფითი გავლენა გარემოზე.
4.1 ELOU-AVT-ის ინსტალაცია
დანადგარი შექმნილია ზეთის ტენიანობისა და მარილებისგან გასაწმენდად და ზეთის პირველადი დისტილაციისთვის ფრაქციებად, რომლებიც გამოიყენება ნედლეულად შემდგომი გადამუშავებისთვის. მაგიდაზე. 4.1. და 4.2. მოცემულია ELOU და AVT ბლოკების მატერიალური ნაშთები, შესაბამისად.
ქარხანა შედგება სამი ბლოკისგან: 1. დემინერალიზაცია და დეჰიდრატაცია. 2. ატმოსფერული დისტილაცია. 3. მაზუთის ვაკუუმური დისტილაცია.
პროცესის ნედლეული არის ზეთი.
პროდუქტები: გაზი, ფრაქციები 28-70 o C, 70-120 o C, 120-180 o C, 180-230 o C, 230-280 o C, 280-350 o C, 350-500 o C და ფრაქცია, დუღილი 500 o C-ზე მაღალ ტემპერატურაზე.
ცხრილი 4.1
ELOU ბლოკის მატერიალური ბალანსი
ცხრილი 4.2
AVT ინსტალაციის მასალის ბალანსი
|
ბალანსის მუხლები |
პოტენციური შინაარსი, |
პოტენციალიდან შერჩევა ერთიანობის ფრაქციებში |
რეალური შერჩევა, | |
|
ათასი ტონა/წელიწადში |
||||
|
მიღებული: | ||||
|
ფრაქცია 28-70 °С | ||||
|
ფრაქცია 85-120 °С | ||||
|
ფრაქცია 120-180 °С | ||||
|
ფრაქცია 180-230 °С | ||||
|
ფრაქცია 230-280 °С | ||||
|
ფრაქცია 280-350 °С | ||||
|
ფრაქცია 350-485 °C | ||||
|
ფრაქცია >485 °C | ||||
4.2 კატალიზური რეფორმირება
დაგეგმილ გადამამუშავებელ ქარხანაში კატალიზური რეფორმირების პროცესი შექმნილია ბენზინის დარტყმის წინააღმდეგობის გასაუმჯობესებლად.
როგორც რეფორმირების წყაროს, ჩვენ ვიყენებთ ფართო პირდაპირი ბენზინის ფრაქციას 70 - 180 ºС CDU-AVT განყოფილებიდან, ასევე ვიწრო დამრღვევი, კოკოქსის ბენზინები და ჰიდროგამწმენდი ბენზინები.
კატალიზური რეფორმირების დანადგარების რეჟიმი დამოკიდებულია კატალიზატორის ტიპზე, ინსტალაციის დანიშნულებაზე და საკვების ტიპზე. მაგიდაზე. ცხრილი 4.3 გვიჩვენებს არჩეული UOP CCR პლატფორმის კატალიზური რეფორმატორის მუშაობას კატალიზატორის უწყვეტი რეგენერაციით.
ცხრილი 4.3
კატალიზური რეფორმირების დამონტაჟების ტექნოლოგიური რეჟიმი fr. 70 - 180 °С
ეს დანადგარები უფრო ეკონომიურია სამუშაო წნევის შესამცირებლად, ნედლეულის კონვერტაციის სიღრმის გაზრდისას. მოძრავი კალაპოტის რეფორმირება არის ყველაზე თანამედროვე სამრეწველო პროცესის მოდელი და უზრუნველყოფს ბენზინის მუდმივად მაღალ მოსავლიანობას და ოქტანურ რაოდენობას, ასევე წყალბადის მაქსიმალურ გამოსავლიანობას პროცესის დაბალი სიმძიმის დროს.
ჩვენ გამოვიყენებთ Axens HR-526 კატალიზატორს რეფორმატორში. კატალიზატორი არის ქლორიანი ალუმინა პლატინით (0,23% წონით.) და რენიუმით (0,3% წონით.) თანაბრად ნაწილდება მთელ მოცულობაში. კატალიზატორის მძივებს აქვთ დიამეტრი 1.6 მმ და ზედაპირის სპეციფიკური ფართობი 250 მ 2 / გ.
ამ კატალიზატორის გრძელვადიანი მუშაობის ციკლის უზრუნველსაყოფად, ნედლეული უნდა გაიწმინდოს გოგირდის, აზოტისა და ჟანგბადის შემცველი ნაერთებისგან, რაც უზრუნველყოფილია რეფორმატორში ჰიდროგამწმენდი განყოფილების ჩართვით.
კატალიზური რეფორმატორის პროდუქტებია:
ნახშირწყალბადის გაზი - შეიცავს ძირითადად მეთანს და ეთანს, ემსახურება ნავთობგადამამუშავებელი ღუმელების საწვავს;
სტაბილიზაციის თავი (ნახშირწყალბადები C 3 - C 4 და C 3 - C 5) - გამოიყენება ნედლეულად გაჯერებული აირების HFC-ებისთვის;
კატალიზატორი, რომლის გამომავალი არის 84% wt. გამოიყენება როგორც საავტომობილო ბენზინის კომპონენტი. იგი შეიცავს 55 - 58% wt. არომატული ნახშირწყალბადები და აქვს ოქტანური რიცხვი (OM) = 100 ქულა;
4.3 ჰიდრომკურნალობა
პროცესი შექმნილია მსუბუქი დისტილატების, კატალიზური კრეკინგის ნედლეულის შესრულების მახასიათებლების აუცილებელი დონის უზრუნველსაყოფად, რაც დღეს ძირითადად განისაზღვრება გარემოსდაცვითი მოთხოვნებით. ჰიდროგამამუშავებელი პროდუქტების ხარისხი გაუმჯობესებულია გოგირდის, აზოტისა და ჟანგბადის შემცველი ნაერთების დესტრუქციული ჰიდროგენიზაციის რეაქციების და უჯერი ნახშირწყალბადების ჰიდროგენიზაციის შედეგად.
ჩვენ ვგზავნით დიზელის საწვავის ნაწილს ჰიდროპროცედურების განყოფილებაში, რომელიც დუღს 180 - 350 ºС დიაპაზონში. დიზელის საწვავის ჰიდროტექნიკის ნედლეულის შემადგენლობაში ასევე შედის მსუბუქი კოკოქსის გაზის ზეთი. ცხრილის მონაცემებზე დაყრდნობით. 1.6, ამ ფრაქციაში გოგირდის შემცველობა აღებულია 0.23% წონით. როგორც წილადში 200 - 350ºС.
დიზელის საწვავის ჰიდროტექნიკის ტექნოლოგიური რეჟიმის ძირითადი პარამეტრები წარმოდგენილია ცხრილში. 4.4.
ცხრილი 4.4
დიზელის საწვავის ჰიდროტექნიკის ტექნოლოგიური რეჟიმი
მსოფლიო პრაქტიკაში ალუმინის-კობალტ-მოლიბდენის (ACM) და ალუმინის-ნიკელ-მოლიბდენის (ANM) ყველაზე ფართოდ გამოიყენება ჰიდროგენიზაციის პროცესებში. AKM და ANM ჰიდროგამწმენდი კატალიზატორები შეიცავს 2-4 wt%. Co ან Ni და 9 - 15% wt. MoO 3 აქტიურ γ-ალუმინაზე. დაწყების ოპერაციების ეტაპზე ან ნედლეულის ციკლის დასაწყისში ისინი ექვემდებარებიან სულფიდაციას (გოგირდიზაციას) H 2 S და H 2 ნაკადში, ხოლო მათი კატალიზური აქტივობა მნიშვნელოვნად იზრდება. ჩვენს პროექტში, დიზელის საწვავის ჰიდროწმენდის განყოფილებაში, ჩვენ გამოვიყენებთ GS-168sh ბრენდის შიდა კატალიზატორს, შემდეგი მახასიათებლით:
მოცულობითი სიმკვრივე ÷ 750 კგ/მ 3;
გადამზიდავი ÷ ალუმინოსილიკატი;
გრანულის დიამეტრი ÷ 3 – 5 მმ;
რეგენერაციის პერიოდი ÷ 22 თვე;
ჯამური მომსახურების ვადა ÷36 – 48 თვე.
მცენარის პროდუქტებია:
ჰიდრო დამუშავებული დიზელის საწვავი;
გამოხდილი ბენზინი - გამოიყენება როგორც კატალიზური რეფორმატორის ნედლეული, აქვს დაბალი (50 - 55) ოქტანური რიცხვი;
წყალბადის სულფიდი - ნედლეულად იგზავნება ელემენტარული გოგირდის წარმოების განყოფილებაში;
საწვავი.
გაიდლაინები ვარაუდობენ, რომ დიზელის ჰიდროგამწმენდი მასალის 100%-ს აქვს შემდეგი მოსავლიანობა:
ჰიდრო დამუშავებული დიზელის საწვავი - 97,1% wt;
გამოხდილი ბენზინი - 1,1% ტ.
წყალბადის სულფიდის გამომავალი % wt. ნედლეულზე განისაზღვრება ფორმულით
x i არის ჰიდრო დამუშავებული პროდუქტების გამოსავლიანობა ერთეულის ფრაქციებში;
32 არის გოგირდის ატომური მასა.
ფრაქცია 230-350 o C შეიცავს გოგირდს 0,98% წონით. დიზელის საწვავის ჰიდროტექნიკის ნედლეულის შემადგენლობაში ასევე შედის მსუბუქი კოკოქსის გაზის ზეთი. ეკოლოგიურად სუფთა დიზელის საწვავში გოგირდის შემცველობა არის 0.01% wt.
პროდუქტების გამომავალი:
H 2 S \u003d 0,98-(0,01 * 0,971 + 0,01 * 0,011) * 34/32 \u003d 0,97%
4.4 გაზის ფრაქციების ქარხანა (HFC)
დანადგარი შექმნილია ინდივიდუალური მსუბუქი ნახშირწყალბადების ან მაღალი სისუფთავის ნახშირწყალბადების ფრაქციებისთვის გადამამუშავებელი გაზებისგან.
დამუშავებული ნედლეულის ტიპის მიხედვით გაზის ფრაქციული ქარხნები იყოფა გაჯერებულ HFC-ებად და უჯერი გაზების HFC-ებად.
გაჯერებული გაზების HFC-ების ნედლეული არის გაზი და AVT სტაბილიზაციის თავი, რომელიც შერეულია სტაბილიზაციის თავებთან ბენზინის ფრაქციის კატალიზური რეფორმირებისთვის და ვაკუუმური გაზის ზეთის ჰიდროკრეკინგისთვის.
მაგიდაზე. 4.5 გვიჩვენებს HFC გაჯერებული აირების პროცესის რეჟიმს.
ცხრილი 4.5
გაჯერებული აირების HFC დისტილაციის სვეტების ტექნოლოგიური რეჟიმი
|
დისტილაციის სვეტები |
გაზიარებული კომპონენტები |
ქვედა ტემპერატურა, °С |
ზედა ტემპერატურა, °С |
წნევა, MPa |
|
K-1 (დეეტანიზატორი) |
C 2 H 6 / C 3 H 8 + | |||
|
K-2 (პროპანი) |
C 3 H 8 / ΣC 4 H 10 + | |||
|
K-3 (ბუტანი) |
ΣC 4 H 10 / ΣC 5 H 12 + | |||
|
K-4 (იზობუტანი) |
იზო- C 4 H 10 / n- C 4 H 10 | |||
|
K-5 (პენტანი) |
ΣC 5 H 12 / C 6 H 14 + | |||
|
K-6 (იზოპენტანი) |
იზო- C 5 H 12 / n- C 5 H 12 |
გაჯერებული აირების HFC პროდუქტები - ნახშირწყალბადის ვიწრო ფრაქციები:
ეთანი - გამოიყენება როგორც ნედლეული წყალბადის წარმოებისთვის, ასევე საწვავი პროცესის ღუმელებისთვის;
პროპანი - გამოიყენება როგორც პიროლიზის ნედლეული, საყოფაცხოვრებო თხევადი გაზი, მაცივარი;
იზობუტანი - ემსახურება როგორც ნედლეულს ალკილირების მცენარეებისთვის და სინთეზური რეზინის წარმოებისთვის;
ბუტანი - გამოიყენება როგორც საყოფაცხოვრებო თხევადი აირი, ნედლეული სინთეზური რეზინის წარმოებისთვის, ზამთარში მას ემატება კომერციული ძრავის ბენზინი საჭირო გაჯერებული ორთქლის წნევის უზრუნველსაყოფად;
იზოპენტანი - გამოიყენება როგორც მაღალი ოქტანური ბენზინის კომპონენტი;
პენტანი - არის ნედლეული კატალიზური იზომერიზაციის პროცესებისთვის.
უჯერი ნახშირწყალბადების აირების გამოყოფისას გამოიყენება AGFU ერთეულები (შეწოვა-გაზის ფრაქციული ერთეული). მათი განმასხვავებელი მახასიათებელია C 3 და უფრო მაღალი ნახშირწყალბადების შთანთქმის ტექნოლოგიის გამოყენება მძიმე ნახშირწყალბადის კომპონენტით (ფრაქციები C 5 +) მშრალი გაზის (C 1 - C 2) გამოყოფისთვის K-1 სვეტში. ამ ტექნოლოგიის გამოყენება შესაძლებელს ხდის სვეტებში ტემპერატურის შემცირებას და ამით უჯერი ნახშირწყალბადების პოლიმერიზაციის ალბათობის შემცირებას. უჯერი გაზების AGFU-ს ნედლეული წარმოადგენს მეორადი პროცესების გაზებს, კერძოდ: კატალიზური კრეკინგს, ვიბრანგს და კოქსირებას.
უჯერი გაზების AGFU ინსტალაციის ტექნოლოგიური რეჟიმის ძირითადი პარამეტრები მოცემულია ცხრილში. 4.6.
ცხრილი 4.6
უჯერი გაზების AGFU დისტილაციის სვეტების ტექნოლოგიური რეჟიმი
|
დისტილაციის სვეტები |
გაზიარებული კომპონენტები |
ქვედა ტემპერატურა, °С |
მიწოდების ტემპერატურა, °С |
ზედა ტემპერატურა, °С |
წნევა, MPa |
|
K-1 (ფრაქციული შთამნთქმელი) |
C 2 - / ΣC 3 + | ||||
|
K-2 (სტაბილიზაციის სვეტი) |
ΣC 3 - ΣС 5 / ΣC 6 + | ||||
|
K-3 (პროპანი) |
ΣC 3 / ΣC 4 + | ||||
|
K-4 (ბუტანი) |
ΣC 4 / ΣС 5 + |
უჯერი ნახშირწყალბადის ნედლეულის გადამუშავების პროდუქტებია შემდეგი ფრაქციები:
პროპან-პროპილენი - გამოიყენება როგორც ნედლეული პოლიმერიზაციისა და ალკილირების ქარხნებისთვის, ნავთობქიმიური პროდუქტების წარმოებისთვის;
ბუტან-ბუტილენი - გამოიყენება ალკილირების ერთეულის საკვებად, ალკილატის წარმოქმნის მიზნით (კომერციული ძრავის ბენზინის მაღალოქტანური კომპონენტი).
4.5 მსუბუქი ბენზინის ფრაქციების კატალიზური იზომერიზაცია
კატალიზური იზომერიზაციის განყოფილება შექმნილია ბენზინის მეორადი დისტილაციის ერთეულის მსუბუქი ბენზინის ფრაქციის ოქტანური რაოდენობის გაზრდის მიზნით 28 - 70ºС ნორმალური სტრუქტურის პარაფინების გარდაქმნის მათ იზომერებად მაღალი ოქტანური რიცხვებით.
პარაფინური ნახშირწყალბადების კატალიზური იზომერიზაციის პროცესის რამდენიმე ვარიანტი არსებობს. მათი განსხვავებები გამოწვეულია გამოყენებული კატალიზატორების თვისებებით, პროცესის პირობებით, ასევე მიღებული ტექნოლოგიური სქემით („თითო უღელტეხილზე“ ან გადაუკეთებელი ნორმალური ნახშირწყალბადების გადამუშავებით).
პარაფინური ნახშირწყალბადების იზომერიზაციას თან ახლავს კრეკინგისა და დისპროპორციულობის გვერდითი რეაქციები. ამ რეაქციების ჩასახშობად და კატალიზატორის აქტივობის მუდმივ დონეზე შესანარჩუნებლად, პროცესი ხორციელდება წყალბადის წნევით 2.0-4.0 მპა და წყალბადის შემცველი გაზის მიმოქცევაში.
საპროექტო ქარხანა იყენებს დაბალი ტემპერატურის იზომერიზაციის პროცესს. ფრაქციების იზომერიზაციის ტექნოლოგიური რეჟიმის პარამეტრები 28 - 70ºС მოცემულია ცხრილში. 4.7.
ცხრილი 4.7
კატალიზატორის ტექნოლოგიური რეჟიმი
მსუბუქი ბენზინის ფრაქციის იზომერიზაცია
იზომერიზაციის პროცესის დროს n-გამოიყენება ალკანები, თანამედროვე ორფუნქციური კატალიზატორები, რომლებშიც პლატინა და პალადიუმი გამოიყენება როგორც ლითონის კომპონენტი, ხოლო ფტორირებული ან ქლორირებული ალუმინის ოქსიდი, როგორც გადამზიდავი, ასევე ალუმინის სილიკატები ან ცეოლიტები, რომლებიც შეყვანილია ალუმინის ოქსიდის მატრიცაში.
შემოთავაზებულია გამოიყენოთ დაბალტემპერატურული იზომერიზაციის კატალიზატორი, რომელიც დაფუძნებულია სულფატირებული ცირკონიის SI-2-ზე, რომელიც შეიცავს 0,3-0,4 წონით % ალუმინაზე დეპონირებულ პლატინას.
დანაყოფის მთავარი პროდუქტია იზომერიზატი (OCM 82 - 83 ქულა), რომელიც გამოიყენება ძრავის ბენზინის მაღალოქტანურ კომპონენტად, რომელიც პასუხისმგებელია მის სასტარტო მახასიათებლებზე.
იზომერიზატთან ერთად პროცესში მიიღება მშრალი გაჯერებული აირი, რომელიც გამოიყენება ქარხანაში, როგორც საწვავი და ნედლეული წყალბადის წარმოებისთვის.
4.6 ბიტუმის წარმოება
საპროექტო ქარხნის ეს დანადგარი განკუთვნილია საგზაო და სამშენებლო ბიტუმის წარმოებისთვის.
ბიტუმის წარმოების ქარხნის ნედლეულს წარმოადგენს საწვავის ზეთის (ტარი) ვაკუუმური დისტილაციის ნარჩენები.
ბიტუმის წარმოებისთვის გამოიყენება შემდეგი მეთოდები:
ღრმა ვაკუუმური დისტილაცია (ნარჩენი ნედლეულის მიღება);
ნავთობპროდუქტების დაჟანგვა ჰაერით მაღალ ტემპერატურაზე (დაჟანგული ბიტუმის მიღება);
ნარჩენი და დაჟანგული ბიტუმის შეერთება.
მაგიდა 4.8.
ცხრილი 4.8
ბიტუმის წარმოების განყოფილების ტექნოლოგიური რეჟიმი ჟანგვის სვეტით
საგზაო ბიტუმი, რომელიც გამოიყენება გზის მშენებლობაში ასფალტბეტონის ნარევების მოსამზადებლად;
სამშენებლო ბიტუმი გამოიყენება სხვადასხვა სამშენებლო სამუშაოებში, კერძოდ შენობის საძირკვლის ჰიდროიზოლაციისთვის.
4.7 კატალიზური კრეკინგი ჰიდრომკურნალობით
კატალიზური კრეკინგი არის ნავთობის ღრმა გადამუშავების ერთ-ერთი ყველაზე გავრცელებული ფართომასშტაბიანი პროცესი და დიდწილად განსაზღვრავს თანამედროვე და პერსპექტიული საწვავის ნავთობგადამამუშავებელი ქარხნების ტექნიკურ და ეკონომიკურ მუშაობას.
პროცესი შექმნილია მსუბუქი ნავთობპროდუქტების დამატებითი რაოდენობის მისაღებად - მაღალი ოქტანური ბენზინი და დიზელის საწვავი - მძიმე ნავთობის ფრაქციების დაშლით კატალიზატორის თანდასწრებით.
საპროექტო გადამამუშავებელ ქარხანაში ქარხნის ნედლეულად გამოიყენება ნავთობის პირდაპირი დისტილაციის ვაკუუმური გაზის ზეთი (ფრაქცია 350 - 500ºС) წინასწარი განახლების შემდეგ, რომელიც გამოიყენება მავნე მინარევებისაგან - გოგირდის, აზოტისა და ლითონებისგან კატალიზურ ჰიდროგადასამუშავებლად.
კატალიზური კრეკინგის პროცესი დაგეგმილია შიდა კრეკინგის ბლოკზე G-43-107 ამწე რეაქტორით მიკროსფერული ცეოლიტის შემცველ კატალიზატორზე.
ძირითადი ფაქტორები, რომლებიც გავლენას ახდენენ კატალიზური კრეკინგის პროცესზე, არის: კატალიზატორის თვისებები, საკვების ხარისხი, ტემპერატურა, საკვების მარაგსა და კატალიზატორს შორის კონტაქტის ხანგრძლივობა, კატალიზატორის ცირკულაციის სიჩქარე.
ტემპერატურა ამ პროცესში არის კატალიზური ბზარის პროცესის სიღრმის რეგულატორი. ტემპერატურის მატებასთან ერთად იზრდება გაზის გამოსავლიანობა და მცირდება ყველა სხვა პროდუქტის რაოდენობა. ამავდროულად, არომატიზაციის გამო ბენზინის ხარისხი ოდნავ გაუმჯობესებულია.
რეაქტორ-რეგენერატორის სისტემაში წნევა შენარჩუნებულია თითქმის მუდმივი. წნევის მატება გარკვეულწილად აუარესებს კრეკინგის სელექციურობას და იწვევს გაზისა და კოქსის წარმოქმნის ზრდას.
მაგიდაზე. 4.9 გვიჩვენებს კატალიზური კრეკინგის ერთეულის ტექნოლოგიური რეჟიმის მაჩვენებლებს ამწე რეაქტორით.
ცხრილი 4.9
კატალიზური კრეკინგის ერთეულის ტექნოლოგიური რეჟიმი
|
პროცესის პირობები |
დადგენილი ნორმა |
|
ტემპერატურა, ºС | |
|
რეაქტორში | |
|
რეგენერატორში | |
|
წნევა, MPa | |
|
რეაქტორში | |
|
რეგენერატორში | |
|
ნედლეულის მასობრივი კვების მაჩვენებელი, სთ -1 | |
|
კატალიზატორის ცირკულაციის მაჩვენებელი | |
მაღალ ტემპერატურაზე განხორციელებული თანამედროვე კატალიზური კრეკინგის პროცესების კატალიზატორები არის რთული მრავალკომპონენტიანი სისტემები, რომლებიც შედგება მატრიცისგან (გადამზიდავი), აქტიური კომპონენტისგან - ცეოლიტისაგან და დამხმარე აქტიური და არააქტიური დანამატებისგან. სინთეზური ამორფული ალუმინოსილიკატი მაღალი სპეციფიური ზედაპირის ფართობითა და ოპტიმალური ფორების სტრუქტურით ძირითადად გამოიყენება თანამედროვე კატალიზატორების მატრიცის მასალად. ჩვეულებრივ, სამრეწველო ამორფულ ალუმინოსილიკატებში, ალუმინის ოქსიდის შემცველობა 6-30% წონით ფარგლებშია. კრეკინგის კატალიზატორების აქტიური კომპონენტია ცეოლიტი, რომელიც წარმოადგენს ალუმინის სილიკატს შემდეგი ზოგადი ფორმულის სამგანზომილებიანი კრისტალური სტრუქტურით.
Me 2 / n O Al 2 O 3 x SiO 2 ზე H 2 O,
რაც საშუალებას იძლევა განახორციელოს ნედლი ნახშირწყალბადების მეორადი კატალიზური გარდაქმნები საბოლოო სამიზნე პროდუქტების წარმოქმნით. დამხმარე დანამატები აუმჯობესებენ ან ანიჭებენ გარკვეულ ფიზიკურ-ქიმიურ და მექანიკურ თვისებებს ცეოლითის შემცველი ალუმოსილიკატური კატალიზატორების (CSC) კრეკინგისთვის. როგორც პრომოტორები, რომლებიც აძლიერებენ კოქსირებული კატალიზატორის რეგენერაციას, პლატინა გამოიყენება დაბალ კონცენტრაციებში (<0,1 %мас.) непосредственно на ЦСК или на окись алюминия с использованием как самостоятельной добавки к ЦСК.
კატალიზური კრეკინგის განყოფილებაში ჩვენ გამოვიყენებთ KMTs-99 ბრენდის შიდა კატალიზატორს შემდეგი მახასიათებლით:
ბენზინის გამოსავლიანობა ÷ 52 - 52,5% წონით;
ოქტანური ნომერი (IM) ÷ 92;
კატალიზატორის მოხმარება ÷ 0,4 კგ/ტ ნედლეულის;
ნაწილაკების საშუალო ზომა ÷ 72 მიკრონი;
მოცულობითი სიმკვრივე ÷ 720 კგ/მ 3.
კატალიზური კრეკინგის განყოფილების პროდუქტებია:

ამ პროექტში კატალიზური კრეკინგის განყოფილების საკვები მასალა არის პირდაპირი გაშვებული ზეთის ფრაქციის ნაწილი 350 - 500 ° C გოგირდის შემცველობით 1.50% wt.
გოგირდწყალბადის გამოსავლიანობის გამოსათვლელად ვაკუუმური გაზის ზეთის დამუშავების პროცესში, ვიღებთ გოგირდის შემცველობას პროდუქტებში და პროდუქტების გამოსავლიანობას შემდეგნაირად:
ჰიდრო დამუშავებული ვაკუუმური გაზის ზეთი - 94,8% წონა;
გამოხდილი ბენზინი - 1,46% ტ.
ჰიდროგამწმენდი პროდუქტები ასევე მოიცავს: საწვავის გაზს, წყალბადის სულფიდს და დანაკარგებს.

სად ს 0 - გოგირდის შემცველობა საკვებ პროდუქტში, wt %;
ს მე– გოგირდის შემცველობა პროცესის საბოლოო პროდუქტებში, wt %;
X მეარის ჰიდრო დამუშავებული პროდუქტების გამოსავლიანობა ერთეულის ფრაქციებში;
34 – წყალბადის სულფიდის მოლეკულური წონა;
32 არის გოგირდის ატომური მასა.
H 2 S \u003d (1,50– (0,2 * 0,948 + 0,2 * 0,014) * 34/32 \u003d 1,26%
4.8 კოკინგი
დანადგარი შექმნილია ნავთობის კოქსის წარმოებისთვის, მძიმე ნავთობის ნარჩენებისგან დამატებითი რაოდენობის მსუბუქი ნავთობპროდუქტების დასამზადებლად.
კოქსირების დანადგარის ნედლეული არის ტარის ნაწილი (მაზუთის ვაკუუმური დისტილაციის ნარჩენი) 9,50% წონით კოქსირების სიმძლავრით. და გოგირდის შემცველობა 0,76% წონით.
დაპროექტებულ გადამამუშავებელ ქარხანაში კოქსირების პროცესი განხორციელდება დაგვიანებული (ნახევრად უწყვეტი) კოქსირების ერთეულზე (DCU).
მაგიდაზე. 4.10 გვიჩვენებს ულტრაბგერითი ტესტირების განყოფილების ტექნოლოგიურ რეჟიმს.
ცხრილი 4.10
ულტრაბგერითი ტესტირების განყოფილების ტექნოლოგიური რეჟიმი
მცენარის პროდუქტებია:
ნავთობის კოქსი - გამოიყენება ალუმინის დნობისა და გრაფიტის ელექტროდების ანოდების წარმოებაში, ელექტროლიტური ფოლადის წარმოებისთვის, გამოიყენება ფეროშენადნობების, კალციუმის კარბიდის წარმოებაში;
გაზი და სტაბილიზაციის თავი - შეიცავს ძირითადად უჯერი ნახშირწყალბადებს და გამოიყენება უჯერი ნახშირწყალბადების HFC-ების ნედლეულად;
ბენზინი - შეიცავს 60%-მდე უჯერი ნახშირწყალბადებს, არ არის ქიმიურად საკმარისად მდგრადი, RONM = 60 - 66 ქულა, ღრმა ჰიდრო დამუშავების შემდეგ გამოიყენება კატალიზური რეფორმატორის საკვებ მასალად;
მსუბუქი გაზის ზეთი - ემსახურება როგორც დიზელის საწვავის კომპონენტს;
მძიმე გაზის ზეთი ქვაბის საწვავის კომპონენტია.
4.9 ვიზისმტვრევა
დანადგარი შექმნილია მძიმე ნავთობის ნარჩენების სიბლანტის შესამცირებლად, ქვაბის სტაბილური საწვავის კომპონენტის მისაღებად.
სიბლანტის დამტვრევის ნედლეული არის tar (ფრაქცია > 500 °C) CDU-AVT ერთეულის ვაკუუმური ერთეულიდან.
დაპროექტებულ გადამამუშავებელ ქარხანაში ვიყენებთ მბზინავ ბლოკს გარე რეაქციის კამერით. ამ მიმართულების ვიზუალური დარღვევისას ნედლეულის გარდაქმნის საჭირო ხარისხი მიიღწევა უფრო რბილ ტემპერატურულ რეჟიმზე (430–450 °C), წნევაზე არაუმეტეს 3,5 მპა და ხანგრძლივი ყოფნის დროს (10–15 წთ).
მცენარის პროდუქტებია:
გაზი - გამოიყენება როგორც საწვავი აირი;
ბენზინი - დამახასიათებელი: OCMM = 66 - 72 ქულა, გოგირდის შემცველობა - 0.5 - 1.2% wt, შეიცავს ბევრ უჯერი ნახშირწყალბადს. გამოიყენება როგორც რეფორმირების ნედლეული;
დაბზარული ნარჩენი - გამოიყენება ქვაბის საწვავის კომპონენტად, აქვს უფრო მაღალი კალორიულობა, დაბალი ჩამოსასხმელი წერტილი და სიბლანტე, ვიდრე პირდაპირი გაშვების საწვავის ზეთი.
4.10 ალკილაცია
პროცესის მიზანია ბენზინის ფრაქციების მიღება მაღალი სტაბილურობითა და დარტყმის წინააღმდეგობით იზობუტანის რეაქციის გამოყენებით ოლეფინებთან კატალიზატორის თანდასწრებით.
მცენარის საკვები მასალაა იზობუტანი და ბუტატ-ბუტილენის ფრაქცია უჯერი გაზების HFC ერთეულიდან.
ალკილაციის პროცესი არის ბუტილენის დამატება პარაფინში, რათა შეიქმნას შესაბამისი უმაღლესი მოლეკულური წონის ნახშირწყალბადი.
საპროექტო გადამამუშავებელ ქარხანაში ვიყენებთ გოგირდმჟავას ალკილირების ერთეულს. თერმოდინამიკურად, ალკილაცია არის დაბალი ტემპერატურის რეაქცია. სამრეწველო გოგირდმჟავას ალკილაციის ტემპერატურული საზღვრებია 0°С-დან 10°С-მდე, ვინაიდან 10-15°С-ზე ზევით ტემპერატურაზე გოგირდის მჟავა იწყებს ნახშირწყალბადების ინტენსიურ დაჟანგვას.
რეაქტორში წნევა ისეა შერჩეული, რომ ნახშირწყალბადების მთელი საკვები ან მისი ძირითადი ნაწილი თხევად ფაზაშია. სამრეწველო რეაქტორებში წნევა საშუალოდ 0,3 - 1,2 მპაა.
გოგირდის მჟავა გამოიყენება როგორც ალკილირების კატალიზატორი. ამ ნივთიერების არჩევანი განპირობებულია მისი კარგი სელექციურობით, თხევადი კატალიზატორის დამუშავების სიმარტივით, შედარებით იაფად, მცენარის მუშაობის ხანგრძლივი ციკლით, კატალიზატორის აქტივობის რეგენერაციის ან უწყვეტი შევსების შესაძლებლობის გამო. ბუტილენებით იზობუტანის ალკილირებისთვის ვიყენებთ 96 - 98% H 2 SO 4 . მცენარის პროდუქტებია:

4.11 გოგირდის წარმოება
წყალბადის სულფიდი, რომელიც გამოიყოფა თერმოჰიდროკატალიტიკური პროცესების აირებიდან მოცემული ზეთის დასამუშავებლად, გამოიყენება გადამამუშავებელ ქარხნებში ელემენტარული გოგირდის წარმოებისთვის. გოგირდის მიღების ყველაზე გავრცელებული და ეფექტური სამრეწველო მეთოდია წყალბადის სულფიდის კლაუსის კატალიზური ჟანგვითი გარდაქმნა.
კლაუსის პროცესი ორ ეტაპად ტარდება:
წყალბადის სულფიდის თერმული დაჟანგვის ეტაპი გოგირდის დიოქსიდამდე რეაქტორის ღუმელში
წყალბადის სულფიდის და გოგირდის დიოქსიდის კატალიზური გადაქცევის ეტაპი R-1 და R-2 რეაქტორებში
ინსტალაციის ტექნოლოგიური რეჟიმი მოცემულია ცხრილში. 4.12.
ცხრილი 4.12
გოგირდის წარმოების ერთეულის ტექნოლოგიური რეჟიმი
|
პროცესის პირობები |
დადგენილი ნორმა |
|
ზეწოლა, მპა | |
|
ტემპერატურა, ºС | |
|
რეაქტორის ღუმელში | |
|
ნარჩენი სითბოს ქვაბების გამოსასვლელში | |
|
R-1 რეაქტორის შესასვლელთან | |
|
R-1 რეაქტორის გასასვლელში | |
|
R-2 რეაქტორის შესასვლელთან | |
|
R-1 რეაქტორის გასასვლელში |
კატალიზატორად ვიყენებთ აქტიურ ალუმინის ოქსიდს, რომლის საშუალო მომსახურების ვადა 4 წელია.
გოგირდი ფართოდ გამოიყენება ეროვნულ ეკონომიკაში - გოგირდმჟავას, საღებავების, ასანთის წარმოებაში, როგორც ვულკანიზატორი რეზინის მრეწველობაში და ა.შ.
4.12 წყალბადის წარმოება
შემოთავაზებულ გადამამუშავებელ ქარხანაში ჰიდროგენიზაციისა და ჰიდროკატალიტიკური პროცესების ფართოდ დანერგვა მოითხოვს დიდი რაოდენობით წყალბადს, გარდა იმისა, რომ მიეწოდება კატალიზური რეფორმატორისგან.
წყალბადის ბალანსი დაგეგმილი გადამამუშავებელი ქარხნისთვის ტეპლოვსკაიას ნავთობის ღრმა დამუშავებით წარმოდგენილია ცხრილში. 4.13.
ცხრილი 4.13
წყალბადის ბალანსი ქარხნებისთვის ღრმა
ქვანახშირის ჰორიზონტის ტეპლოვსკაიას ნავთობის დამუშავება.
წყალბადის წარმოებისთვის ჩვენ ვიყენებთ, როგორც ყველაზე ეკონომიურ მეთოდს, გაზის ნედლეულის ორთქლის კატალიზური გადაქცევის მეთოდს.
მეთანის (ან მისი ჰომოლოგების) ურთიერთქმედება წყლის ორთქლთან მიმდინარეობს განტოლებების მიხედვით
ცხრილი 4.14
ტეპლოვსკაიას ზეთის სწორი ფრაქციების განაწილება ტექნოლოგიური პროცესებით, % wt.
|
სახელი |
ფაქტობრივი შერჩევა, % wt. ზეთისთვის |
კატალიზური იზომერიზაცია |
კატალიზური რეფორმირება მოსაპოვებლად მაღალი ოქტანის ბენზინი |
დიზელის საწვავის ჰიდრო დამუშავება |
კატალიზური კრეკინგი |
დაგვიანებული კოქსირება |
ვიზისმტვრევა |
ბიტუმის წარმოება |
|||
|
ნავთობის ფრაქციები: | |||||||||||
|
გაზი + რეფლუქსი | |||||||||||
|
ფრაქცია 28-70 °С | |||||||||||
|
ფრაქცია 70-120 °C | |||||||||||
|
ფრაქცია 120-180 °С | |||||||||||
|
ფრაქცია 180-230 °С | |||||||||||
|
ფრაქცია 230-280 °С | |||||||||||
|
ფრაქცია 280-350 °С | |||||||||||
|
ფრაქცია 350-500 °C | |||||||||||
|
ფრაქცია 500 °C-ზე მეტი | |||||||||||
|
პროდუქტიულობა პირდაპირი ნედლეულისთვის, ათასი ტონა წელს |
გადამამუშავებელი ქარხნის სქემა

მოსკოვის ქარხანა (სს "გაზპრომნეფტი-MNPZ") - გაზპრომ ნეფტის ნავთობგადამამუშავებელი ქარხანა - ნავთობის გადამუშავების მხრივ ერთ-ერთი უდიდესი გადამამუშავებელი ქარხანაა ქვეყანაში.
MNPZ-ის შესახებ
მრავალი წლის განმავლობაში, მოსკოვის ნავთობგადამამუშავებელი ქარხანა თავდაჯერებულად იცავდა თავის პოზიციას, როგორც ლიდერი დიზელის საწვავის, მაღალი ოქტანური ბენზინის და საგზაო ბიტუმის წარმოებაში. ბუნებრივია, ქარხანა მნიშვნელოვან გავლენას ახდენს რეგიონის საერთო ეკონომიკურ მდგომარეობაზე, რადგან ის არის ყველაზე დიდი გადასახადის გადამხდელი მოსკოვის რეგიონში. ორგანიზაცია სამართლიანად ითვლება ერთ-ერთ ყველაზე წარმატებულ და პერსპექტიულად დედაქალაქში იმის გამო, რომ იგი სრულად უზრუნველყოფს საწვავის ბაზრის მესამედს საკუთარი პროდუქციით.
ამ დროისთვის ქარხნის მიერ წარმოებული პროდუქციის ასორტიმენტი მოიცავს 30 პროდუქტს, მათ შორის:
- საავტომობილო ბენზინი;
- დიზელის საწვავი;
- თვითმფრინავის საწვავი;
- საავიაციო საწვავი;
- საყოფაცხოვრებო თხევადი გაზი;
- საგზაო ბიტუმი;
- ზეთები და საწვავი;
- აალებადი აირები;
- ნავთობის კოქსი და სხვა.
საწარმოს მატერიალურ-ტექნიკური უზრუნველყოფა მოწმობს ხელმძღვანელობის სერიოზულ მიდგომას საწარმოო პროცესისადმი. ნავთობის გადამუშავების თითოეულ ეტაპს თან ახლავს მოდერნიზებული დანადგარებისა და ინოვაციური ტექნოლოგიების გამოყენება. დაწესებულების თანამშრომლების განკარგულებაშია ნავთობისა და ბენზინის დისტილაციის, რეფორმირებისა და კატალიზური კრეკინგის, ბენზინის ფრაქციების ჰიდრო დამუშავების, აფეთქებისა და კომბინირებული დანადგარების თანამედროვე დანადგარები.
უწყვეტი კვლევა, რომელიც მიზნად ისახავს წარმოების პროცესების ეფექტურობის გაუმჯობესებას, ერთდროულად ტარდება მოსკოვის გადამამუშავებელი ქარხნის 6 ლაბორატორიაში:
- ნავთობის ტესტირება და კვლევა;
- სხვადასხვა საწვავის და ბიტუმის კვლევა;
- გაზებისა და გოგირდის კვლევები;
- ნავთობის გადამუშავების სასაქონლო პროდუქციის კონტროლი;
- ჩამდინარე წყლებისა და ატმოსფერული ჰაერის ქიმიური კვლევა;
- სამუშაო პროცესის მონიტორინგი.
2011 წლიდან გაზპრომ ნეფტი ახორციელებს მოსკოვის ნავთობგადამამუშავებელი ქარხნის ყოვლისმომცველ მოდერნიზაციას, რომლის საერთო ღირებულება 250 მილიარდ რუბლზე მეტია. ქარხანა მუდმივად ათავისუფლებს მოძველებულ საწარმოო ობიექტებს და აქტიურად ნერგავს თანამედროვე სამრეწველო კომპლექსებს, განხორციელებული პროექტების წყალობით კომპანიამ უკვე 50%-ით შეამცირა გარემოზე ზემოქმედება. მოდერნიზაციის მიზანია ეფექტური წარმოებისა და გარემოსდაცვითი უსაფრთხოების საუკეთესო სტანდარტების მიღწევა.
Ოფიციალური გვერდი
უფრო დეტალური ინფორმაცია მოსკოვის ნავთობგადამამუშავებელი ქარხნის საქმიანობის შესახებ შეგიძლიათ იხილოთ მის ოფიციალურ ვებსაიტზე.
აქვე შეგიძლიათ გაეცნოთ საწარმოს ისტორიას, მისი ფუნქციონირების მარეგულირებელ საკანონმდებლო ბაზას, ნახოთ ანგარიშები გაწეული სამუშაოს შესახებ, წაიკითხოთ უახლესი ამბები.

გარდა ამისა, სპეციალურ განყოფილებაში „კარიერა“ შეგიძლიათ იხილოთ ვაკანსიების სია და გაეცნოთ ახალგაზრდა პროფესიონალების მოსაზიდად არსებული პროგრამების დებულებებს.
კონტაქტები MNPZ: მისამართი, ტელეფონი, ოფიციალური ვებგვერდი

OIL REFINERY, REFINERY (a. oil refinery; n. Erdolraffinerie, Erdolverarbeitungswerk; f. raffinerie de Petrole; and. refineria de Petroleo), - სამრეწველო საწარმო, რომელიც აწარმოებს თხევად საწვავს, ზეთებს, ბიტუმს, კოქსს, პარაფინს, ცერეზინს ნედლიდან. , არომატული ნახშირწყალბადები, ორგანული მჟავები, გოგირდის ან გოგირდის მჟავა, გამხსნელები და ნავთობქიმიური ნედლეული. გადამამუშავებელი ქარხანა ახორციელებს ნედლი ნავთობის დეზალიზაციას, გაუწყლოებას და სტაბილიზაციას, ნავთობის პირველადი (ატმოსფერული და ვაკუუმური) დისტილაციას, სელექციურ გადამუშავებას, ცვილის გამოდევნას და ზეთების შემდგომ დამუშავებას, ტარის დეასფალტირებას, კატალიზურ რეფორმირებას, ჰიდროპროცესს, ჰიდროკრეკირებას, დაგვიანებულ კოქსს, კატალიზურ კრეკს. ალკილაცია ოლეფინებით, იზომერიზაცია და აირის დანაწილება.
პირველი ნავთობგადამამუშავებელი ქარხანა რუსეთში აშენდა მდინარე უხტაზე 1745 წელს. ნავთობგადამამუშავებელი ქარხანა სერიული ნაკადით აშენდა მსოფლიოში პირველად ძმებმა დუბინინებმა ჩრდილოეთ კავკასიაში 1823 წელს მოზდოკთან ახლოს. პირველი გადამამუშავებელი ქარხანა აშენდა 1849 წელს. ტიტესვილში (პენსილვანია). 1869 წელს ბაქოში 23 ნავთობგადამამუშავებელი ქარხანა იყო. ვ.გ შუხოვის საქშენის დახმარებით 1880 წელს დაიწყო მაზუთის გამოყენება ორთქლის ქვაბების საწვავად. საწვავის ზეთის ვაკუუმური დისტილაციის საფუძველზე დაიწყო საპოხი ზეთების მიღება. 1891 წლიდან გამოიყენება უწყვეტი ტუბულარული ქარხნები. 1913 წელს რუსეთმა გადაამუშავა 9 მილიონი ტონა ნავთობი, ძირითადად ბაქოსა და გროზნოში, ასევე იაროსლავში, ფერგანასა და ბალახნაში. 1918-40 წლებში ნავთობგადამამუშავებელი ქარხნები აშენდა უფაში, იშიმბაიში, სიზრანში და კუიბიშევში. 1937 წელს სსრკ-ში გადამუშავდა 26,4 მილიონი ტონა ნავთობი.
გადამამუშავებელი ქარხანა მოიცავს: ნავთობის მიმღებ პუნქტებს, ნავთობის ავზებს, სატუმბი სადგურებს, ნავთობის ტექნოლოგიურ დანადგარებს, შუალედური პროდუქტების პარკებს, ტექნოლოგიურ მილსადენებს, სასაქონლო პარკებს, დამხმარე ნაგებობებს, წყალმომარაგებასა და ელექტრომომარაგებას.
გადამამუშავებელი ქარხნები იყენებენ ნავთობის გადამუშავების ტექნოლოგიებს: საწვავი ზედაპირული ნავთობის გადამუშავებით, საწვავი ღრმა ნავთობის გადამუშავებით, საწვავი და ზეთი, საწვავი და ნავთობქიმიური. პირველი ორის მიხედვით იწარმოება ბენზინი, საავიაციო და განათების ნავთი, დიზელის და გაზის ტურბინის საწვავი, გათბობისა და ქვაბის საწვავი (სინათლის გამომუშავება პირველი სქემის მიხედვით არის არაუმეტეს 40-45%, ქვაბის საწვავი 50-55%-მდე. მეორის მიხედვით - 72-75%-მდე, ქვაბის საწვავი იწარმოება მხოლოდ ქარხნის საკუთარი საჭიროებისთვის). საწვავის ზეთის სქემის მიხედვით, გარდა საწვავისა, მიიღება საპოხი ზეთები, პარაფინები და ცერეზინები, ასფალტისა და ექსტრაქტების საფუძველზე იწარმოება ბიტუმი და კოქსი. საწვავის და ნავთობქიმიური სქემის მიხედვით, ქარხანას აქვს სპეციალური ნავთობქიმიური წარმოება (იხ. პეტროქიმიური კომპლექსი).
გადამამუშავებელი ქარხნის ტექნოლოგია მოიცავს: ელექტროგადამტვრევას ზეთიდან ზედმეტი წყლისა და მარილების მოსაშორებლად, პირველადი დისტილაცია საწვავის და ზეთის ფრაქციების მისაღებად, ბენზინის მეორადი დისტილაცია ვიწრო ბენზინის ფრაქციების და მაღალი ოქტანური ბენზინის მისაღებად, კატალიზური რეფორმირება არომატული ნახშირწყალბადების და მაღალი ოქტანის მისაღებად. საავტომობილო ბენზინის კომპონენტები, არომატული ნახშირწყალბადების მოპოვება (ბენზოლი, ტოლუოლი, ქსილენი), ნავთის და დიზელის ფრაქციების ჰეტეროატომური ნაერთებიდან ჰიდრო დამუშავება, ვაკუუმ დისტილატები, ზეთები, პირდაპირი და მეორადი ბენზინები, მძიმე ნარჩენების დაგვიანებული კოქსირება ნავთობის კოქსის მისაღებად, მძიმე გაზის ნავთობის ფრაქციები ბენზინის მაღალი ოქტანური კომპონენტების და ნედლეულის მისაღებად ჭვარტლის წარმოებისთვის, ოლეფინის შემცველი გაზის ფრაქციები, მძიმე ნედლეულის ჰიდროკრეკირება წყალბადის ამაღლებული წნევის დროს მსუბუქი ნავთობპროდუქტების დამატებითი რაოდენობის მისაღებად. მსუბუქი ნახშირწყალბადის ფრაქციებისგან (ბუტან-ბუტილენი, პროპან-პროპილენი, იზობუტანი) საავტომობილო და საავიაციო ბენზინის მაღალი ოქტანური კომპონენტების წარმოებისთვის, იზობუტანი ალკილირებულია ოლეფინებით. ქვედა პარაფინური ნახშირწყალბადების იზომერიზაცია (ბუტანი, პენტანი, ჰექსანი, მსუბუქი ბენზინის ფრაქციები) ხორციელდება საავტომობილო ბენზინის მაღალი ოქტანური კომპონენტების და ნედლეულის მისაღებად სინთეზური რეზინის წარმოებისთვის, ქარხნის გაზების გაზის ფრაქციები - მსუბუქი ნახშირწყალბადის ფრაქციების წარმოებისთვის. მაღალი სისუფთავე. ზეთების წარმოება შედგება სელექციური გამხსნელებით გაწმენდისგან (ტარის დეასფალტირება, დეასფალტირებული ზეთის და ვაკუუმ დისტილატის გამხსნელი დამუშავება), სელექციური რაფინატების დეცვილაცია და ჰიდროგენაცია ან კონტაქტური შემდგომი დამუშავება დეცვილირებული ზეთების. პარაფინების წარმოება მოიცავს თხევადი პარაფინების გამოყოფას დიზელის ფრაქციებიდან შარდოვანას დეცალაციის ან მოლეკულურ საცერებზე ადსორბციით, მყარი პარაფინების წარმოებას სლაკის ან ბენზინის ზეთოვანი ხსნარით, რომლებიც წარმოადგენენ ნავთობის დეცვალაციის ქვეპროდუქტებს, ან მაღალი პარაფინის ზეთების დისტილატებისგან. ფილტრის დაწნეხვა და ოფლიანობა და შემდგომი დამუშავება გოგირდმჟავას, ადსორბციის ან ჰიდროგენიზაციის მეთოდებით. ბიტუმის მისაღებად ტარდება მაზუთის ღრმა ვაკუუმური დისტილაცია და ნარჩენების ჰაერით მაღალტემპერატურული დაჟანგვა.
ნავთობგადამამუშავებელ ქარხნებში გამოყენებული ძირითადი მეთოდებია რექტიფიკაცია, კრეკინგი, რეფორმირება, ჰიდროგაწმენდა, ჰიდროკრეკინგი, დეასფალტირება, სელექციური მოპოვება, დეცვილაცია, ადსორბცია.
სსრკ-ში გადამამუშავებელ ქარხნებში ერთჯერადი ერთეულის სიმძლავრეა (მლნ ტონა/წელი): პირველადი ნავთობის დისტილაცია 0,6-6; ჰიდროგამამუშავებელი საწვავი 0.9-2; კატალიზური კრეკინგი 0,25-2; კატალიზური რეფორმირება 0.3-1; კოკინგი 0,6; ბიტუმის წარმოება 0,125-0,75; დეასფალტირება 0,25; ზეთების კონტაქტური გამწმენდი 0.33; შერჩევითი გამწმენდი 0,265-0,6; ზეთების დეპარაფინიზაცია 0,25; გაზის ფრაქცია 0.4.
განვითარებულ კაპიტალისტურ ქვეყნებში გადამამუშავებელი ქარხნების მთლიანი სიმძლავრე წელიწადში დაახლოებით 3 მილიარდ ტონაა, აქედან 34,5% დასავლეთ რუსეთში, 25,5% შეერთებულ შტატებში და 9,4% იაპონიაში. ყველა გადამამუშავებელი ქარხნის 38% მდებარეობს აშშ-ში. აშშ-ს გადამამუშავებელი ქარხნები 1983 წელს აწარმოეს (მლნ ტონა): 273,5 ბენზინი, 49,4 ნავთი და თვითმფრინავის საწვავი, 124,6 დიზელის საწვავი, 10,9 ზეთი, 36,4 ბიტუმი, 16,6 კოქსი.